Классификация и сфера применения клапанов
Регулирующий клапан является наиболее распространенным типом арматуры для изменения давления циркулирующей по трубопроводу среды. Такие конструкции используются в промышленных и бытовых системах водоснабжения, газоснабжения и магистралях дли транспортировки нефти и газа.
Также существует клапан запорно-регулирующий, который позволяет не только изменять расход подачи, но и полностью перекрывать циркуляцию среды. В такой арматуре в качестве запорного механизма применяется плунжер, профильная часть которого при перемещении изменяет сечение проходного отверстия, а при полном контакте с седлом, за счет уплотнительных поверхностей, обеспечивает герметичность отсечения.
Регулировочный клапан может изготавливаться из нержавеющей стали, чугуна, высоколегированных сплавов либо латуни. Выбор материалов непосредственно зависит от типа рабочей среды, с которой будет контактировать арматура.
Клапан с ручным приводом
Ранее на рынок поставлялись исключительно клапаны с ручным приводом, управление которыми осуществлялось за счет вращения штурвала. Такие конструкции, ввиду необходимости прикладывания значительных усилий, не использовались на трубопроводах больших диаметров (свыше 150 мм).
В современной практике такие конструкции используются в бытовой сфере, тогда как в промышленности широкое распространение получили аналоги с автоматическим управлением. Автоматический клапан регулятор комплектуется датчиками, которые фиксируют уровень давления в системе, и в соответствии с заданным алгоритмом действий изменяют расход рабочей среды посредством перемещения затвора электрическим, гидравлическим либо пневмоприводом.
В зависимости от формы корпуса клапаны делятся на следующие типы:
- проходные – не меняют направление движения рабочей среды, монтируются на прямых участках трубопровода;
- угловые – изменяют направление трубопровода на 90;
- трехходовые – корпус укомплектован тремя патрубками (2 – входные, 1 – подающий), используются для смешивания двух видов рабочей среды в один поток.

Угловой клапан с электроприводом фланцевого типа
Также классификация выполняется по способу фиксации клапанов на трубопроводе, согласно которому арматура может быть приварной, фланцевой, муфтовой либо штуцерной. В бытовой эксплуатации наиболее распространены муфтовые конструкции, стыкующиеся с трубами посредством резьбового соединения, в промышленности – фланцевая (соединяется болтами и гайками через специальную закладную пластину) и приварная арматура.
Особенности конструкции и принцип действия
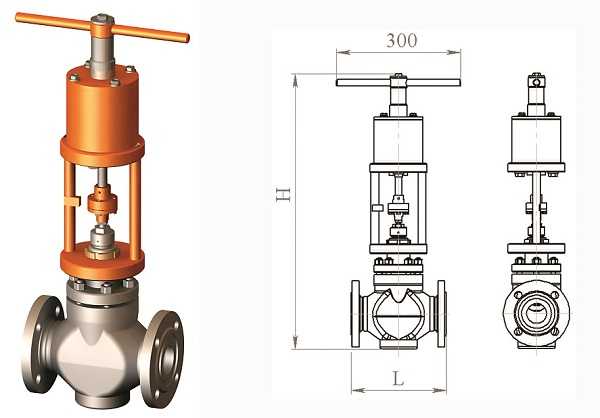
В качестве примера рассмотрим клапан регулирующий фланцевый проходного типа, конструкция которого приведена на изображении.
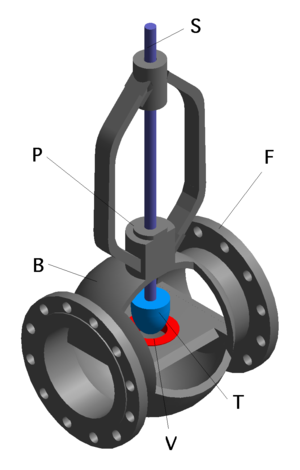
Конструкция регулирующего клапана
На схеме представлены следующие узлы компоновки:
- В – корпус клапана;
- F – фланцы, посредством которых арматура фиксируется на трубопроводе;
- Р – уплотнительный блок, обеспечивающий герметичность клапана и предотвращающий выход транспортируемой среды за пределы его корпуса;
- S – шток, соединяющий привод арматуры с затворным механизмом;
- Т – плунжер, выступающий в качестве запорного узла;
- V – пропускное отверстие (седло), в которое при регулировке давления входит запорный плунжер.
Принцип работы арматуры достаточно прост – шток передает исходящее от привода усилие на плунжер, который опускается и изменяет сечение пропускного отверстия, вследствие чего уменьшается объем проходящей через клапан жидкости либо газа. Это приводит к падению уровня давления в трубопроводе и росту скорости перемещения рабочей среды. Если плунжер полностью перекрывает пропускное отверстие давление в системе стает нулевым, при условии полной герметичности контактирующих узлов.
Неисправности мотора ВАЗ 2103
Наиболее частые дефекты, встречающиеся на двигателе:
- большой «жор» масла;
- сложный запуск;
- плавающие обороты или остановка на холостых оборотах.
Все эти неисправности связаны с различными причинами, о которых речь пойдёт ниже.
Двигатель перегревается
Специалисты называют основной причиной перегрева моторной установки недостаток хладагента в системе. По правилам перед выездом из гаража водитель обязан каждый раз проверять уровень всех технических жидкостей. Но не все это делают, а потом удивляются, оказавшись с «закипевшим» ДВС на обочине.

Тосол может и вытекать из системы. В этом случае налицо неисправность — нарушение целостности системы охлаждения. Пятна антифриза на полу гаража, в котором стояла машина, прямо указывают владельцу на утечку
Её важно своевременно устранить, иначе в бачке и системе не останется ни капли жидкости
Причины утечки таковы.
- Чаще всего хладагент просачивается из-за недостаточно плотно затянутых хомутов шлангов. Особенно плохо обстоит дело, если хомут железный, и он порезал резиновый патрубок. В этом случае приходится менять отрезок коммуникации целиком.
- Бывает и так, что начинает пропускать радиатор. Разумнее в такой ситуации заменить элемент, хотя небольшие трещины ремонтируются.
- Тосол просачивается через прокладку. Это самая опасная ситуация, так как жидкость будет уходить внутрь двигателя, и никаких подтёков владелец автомобиля не заметит. Определить «внутреннее кровоизлияние» системы можно будет только по повышению расхода хладагента и изменением его цвета на «кофе с молоком».
Ещё одна причина перегревания мотора — неработающий вентилятор радиатора
На ВАЗ 2103 качество охлаждения лопастями двигателя крайне важно. Малейшее провисание ремня привода воздействует на него отрицательно
Но это не единственный повод для выхода элемента.
- Вентилятор может банально испортиться — сгореть.
- Из строя выходит предохранитель, отвечающий за электроцепь.
- На клеммах вентилятора окисляются контакты.
Наконец, перегрев ДВС может произойти из-за порчи термостата.
Стук двигателя
На ВАЗ 2103 стук двигателя определяется без специального оборудования, на слух. Берётся деревянный 1-метровый шест, который одним концом прикладывается к мотору в проверяемой части. Другая сторона шеста должна быть зажата в кулаке и поднесена к уху. Получается нечто вроде стетоскопа.
- Если стук прослушивается в зоне разъёма с масляным картером, он глухой, а частота зависит от амплитуды вращения коленвала — это стучат изношенные коренные подшипники коленчатого вала.
- Если звук прослушивается выше разъёма картера, он усиливается по мере увеличения оборотов ДВС — это стучат шатунные подшипники. Шум станет громче при поочерёдном отключении свечей зажигания.
- Если звук идёт с района цилиндров и лучше всего прослушивается на малых оборотах двигателя, а также под нагрузкой, это стучат поршни об цилиндр.
- Стук в зоне головки при резком нажатии на педаль акселератора говорит об изношенных поршневых гнёздах.
Дымит двигатель ВАЗ 2103
Как правило, одновременно с дымом мотор подъедает масло. Он может быть серого цвета, увеличиваться при повышении оборотов на холостом ходу. Причина связана с маслосъёмными кольцами, требующими замены. Возможно также, что не работает одна из свечей.
В некоторых случаях такое бывает из-за разрыва прокладки, недостаточной затяжки болтов головки блока. На старых моторах возможна трещина на головке блока.
Троит двигатель
Под словосочетанием «троит двигатель» подразумевается, что не работает один или несколько цилиндров. Силовая установка не способна развивать полной мощности и не обладает нужным тяговым усилием — соответственно, увеличивается расход топлива.
Основными причинами троения являются: неисправные свечи, неправильно установленный момент зажигания, потеря герметичности в зоне впускного коллектора и т. д.

Клапаны, оснащенные поворотным затвором
 Дроссельный механизм
Дроссельный механизм
Изделия дроссельного типа нужны для регулировки или перекрывания доступа к газу, жидким или двухфазным потокам. Тонкая заслонка внешне напоминает две сложенные вместе глубокие тарелки. В проходном отверстии дроссельного устройства может находиться уплотняющая прослойка из мягкого материала. Шпиндель перемещается относительно заслонки. При закрытии заслонка препятствует прохождению потока, принимая перпендикулярное положение и плотно примыкая к мягкому прокладочному материалу, расположенному внутри корпуса. Когда дроссельный клапан открыт, значит, заслонка расположена параллельно потоку.
Устройство шаровой конструкции
Регулирующая деталь шарового клапана похожа на шар со сквозным отверстием. Под воздействием шпинделя он может вращаться с амплитудой 90°С. Когда механизм открыт, это значит, что внешние концы сквозного отверстия на шаре совпали с отверстиями на седлах. Когда он находится в закрытом состоянии – отверстия в шаре не совпадают с отверстиями в седлах, а седла перекрыты, потому что плотно примыкают к поверхности.
Регулирующий механизм чем-то напоминает редукционный. Он снабжен специальным приводом (как правило – электрическим или пневматическим), сопряженным с автоматическим регулятором. Касаемо характеристики блока управления регулирующего клапана, то можно отметить, что по сути, он является устройством для измерения расхода жидкости, температуры или давления с последующим сравнением уровня этих величин с требуемыми. Из блока управления поступает команда, повинуясь которой, рабочий орган принимает нужное положение. Перемещение элемента внутри клапана непрямого действия может носить поступательный или вращательный характер. По конструкции регулирующий механизм может быть вентильного или дроссельного типа.
Посредством регулирующих клапанов можно контролировать расход вещества и уровень давления, поэтому механизм практически не бывает полностью открытым или закрытым. Так как он служит для дросселирования потока (процесса, для которого характерно понижение давления). Материал, из которого изготовлено регулирующее устройство, должен отличаться высокой стойкостью к эрозии. Понижение давление иногда заканчивается кавитацией (если речь идет о жидких веществах) и шумами (если речь идет о потоках пара или газа). Современные регулирующие клапаны обладают повышенной стойкостью к кавитации и шумам, что делает их пригодными для работы в самых неблагоприятных условиях.
Присоединение клапана к трубопроводу
От качества монтажа клапанов во многом зависит эффективность и продолжительность их работы в составе трубопроводной системы. При присоединении клапанов к трубопроводу используются все известные технологии.
Муфтовые соединения, когда присоединительные патрубки имеют внутреннюю резьбу, особенно широко применяются для клапанов, корпус которых изготовлен из сплавов цветных металлов.
Для присоединения клапанов небольших размеров используются штуцерное и цапковое соединения ─ присоединительные патрубки с наружной резьбой, а в цапковом ─ с наружной резьбой и буртиком.
Фланцевые соединения обеспечивают удобный монтаж-демонтаж, но требуют более тщательного контроля затяжки скрепляющих болтов, ослабление которой грозит потерей герметичности. Для усиления герметичности служат уплотнительные прокладки, устанавливаемые между поверхностями фланцев. Слабая сторона фланцевых соединений ─ возможность деформации фланцев. Лучше других материалов ей противостоят фланцы из чугуна.
Сварные соединения являются неразъемными, поэтому их демонтаж сопряжен с трудностями. Зато они широко применяются для стальных клапанов в трубопроводных системах, транспортирующих взрывоопасные, радиоактивные, токсичные жидкости и газы. Сварные соединения, сделанные «раз и навсегда», не требуют ухода и подтяжки в отличие, например, от фланцевых. Это актуально для тянущихся на сотни и тысячи километров магистральных трубопроводов, выполнять техническое обслуживание которых не так просто. Сварные соединения не приводят к увеличению массы трубопроводной арматуры, а, значит, и трубопроводов в целом. Главное, чтобы место сварки не стало слабым местом трубопроводной системы в части механических свойств.
Локальный кузовной ремонт
Один из популярнейших вопросов по данному типу работы – как убрать ржавчину с кузова авто. Те, кто считают, что практически незаметный участок коррозии никак не влияет на машину, глубоко ошибаются.
Через некоторое время, она может разрастись и испортить металл, что влечет за собой дорогие сварочные работы. Поэтому, как только вы заметили даже небольшой участок ржавчины – его следует удалить.
Для начала вооружитесь перчатками и респиратором и очистите поврежденное место от загрязнений. «Ненужная» часть машины накрывается пленкой.
Наносить её нужно в несколько слоев, ожидая, пока высохнет предыдущий. Шпатлевка ложится до тех пор, пока не получится выровнять поверхность. Воспользуйтесь мощной лампой, поднесенной к участку ремонта – так вы заметите все неровности.
Затем, нужно нанести грунтовку, которая обезжиривается и шлифуется. По ней уже и происходит покраска в несколько слоев. Когда все высохнет, вскройте лаком и отполируйте.
Таким же образом происходит ремонт сколов на кузове своими руками, а после использования стекловолокна, используется почти такая же процедура.
Символы линий (потоков)
Рабочая, пилотная и сливная линии
Гидравлический шланг, труба или другой трубопровод, которые перемещают масло между компонентами гидравлической системы обозначаются одинарной линией.
Рабочая линия (всасывания, нагнетания и возврата) обозначается сплошной линией.
Пилотная линия обозначается пунктирной линией с длинными чёрточками
Дренажная линия обозначается пунктирной линией с короткими чёрточками
Линии соединения/перехода
Для того, чтобы показать, что две пересекающиеся линии не связаны, мы используем короткую петлю на одной из линий в месте пересечения.
Связь между двумя пересекающимися линиями должна быть обозначена точкой в месте соединения.
Работы, проводимые во время ремонта агрегатов и узлов
Список работ, выполняемых в ходе ремонта агрегатов и узлов автомобиля, достаточно внушителен.
Спектр работ, которые входят в ремонт узлов и агрегатов автомобиля, чрезвычайно широк. Перечислим только некоторые из них:
- восстановление двигателя;
- ремонт заднего редуктора;
- замена суппортов;
- диагностика и ремонт подвески;
- ремонт и замена глушителей;
- ремонт рулевой рейки;
- ремонт сцепления;
- ремонт системы охлаждения;
- замена ременного привода ГРМ.
Все типы диагностики и ремонта агрегатов и узлов автомобиля должны проводиться специалистами с высокой квалификацией, использующих в своей работе комплексный подход. При слишком большом износе машины ремонтные работы могут потребоваться не одному, а сразу нескольким узлам.
Порядок регулировки клапанов ВАЗ 2101-2107
Сначала подготавливаем автомобиль:
- подождать пока двигатель остынет, если он работал;
- поставить машину на ровное место;
Порядок регулировки клапанов:
- Снять крышку воздушного фильтра и сам фильтр.
Отсоединить трубки крепления фильтра и демонтировать крепление.
Снимаем тросик управления воздушной заслонки (подсос).
Снять тягу дроссельной заслонки.
Выкручиваем гайки крепления клапанной крышки и снимаем ее.
Перед регулировкой клапанов, сразу проверяем как натянута цепь. Если натяжка не нормальная, придется проводить работы заново.
Снимаем крышку трамблера (распределителя).
Устанавливаем в 4-м цилиндре поршень в верхнюю мертвую точку (ВМТ). ВМТ устанавливаются с помощью меток на шкиве коленвала ДВС и крышке привода распределительного вала, также метки нанесены на шестерни распредвала и крышки распредвала.Метку выставляют специальным ключом для болта шкива коленвала ДВС. Если нет ключа, можно выставить 4-й поршень в ВМТ вращая одно из задних колес. Поднять одну сторону домкратом, рычаг переключения скоростей поставить на 4-ю передачу, чтобы было легче крутить и медленно крутить колесо. При выставлении меток без ключа, потребуется помощник, который будет смотреть на метки.
Когда метки на распредвале и на крышке распредвала совместились, проверяем, чтобы метки на коленвале также совпали. Также можно проверить, совпали ли метки на бегунке трамблера. Контактный вывод должен быть направлен на вывод провода высокого напряжения четвертого цилиндра. Как определять, раннее или позднее зажигание, мы уже разбирала в другой статье.
После совпадения меток приступаем к настройке зазоров клапанов.
| Правильный порядок регулировки клапанного механизма ВАЗ «Классика» 2101-2107. | |
| Угол проворота коленчатого вала | Регулируемые клапана |
| 8 и 6 | |
| 180 | 4 и 7 |
| 360 | 1 и 3 |
| 540 | 5 и 2 |
Из таблицы мы видим, что, если 4-й поршень выставить в верхнюю мертвую точку, то измеряем и регулируем 6-й и 8-й клапана.
Находим 8-й клапан. Отсчет идет со стороны бампера, восьмой будет первым от салона.
Между рокером и кулачком распредвала вставляем щуп. Нормальный зазор — это проход щупа с небольшим ощутимым сопротивлением. Если пластинчатый специальный щуп толщиной 0,15 проходит легко или с большим усилием, то надо регулировать.
На рокере сбоку есть гайка, закрученная на болт с головкой на 13 мм. Этим болтом выставляется зазор, а гайка защищает от самовыкручивания. Чтобы увеличивать или уменьшать зазор, ослабляем гайку под ключ на 17, одновременно удерживая болт. Когда болт ослаблен, вращаем его и изменяем зазор.Когда выставили нужный зазор, приступаем к затяжке. После затяжки надо проверить заново, возможно болт чуток крутнулся и изменил зазор.
Далее, проделываем то же самое с 6-м клапаном.
Когда пару клапанов 8 и 6 отрегулировали. Приступаем, согласно таблице, к выставлению зазоров 4-го и 7-го клапанов. Но, перед тем, как приступить к настройке 4 и 7 клапанов, надо провернуть коленвал на 180 градусов. После поворота коленчатого вала ДВС на 180 градусов, уже поршень 3-го цилиндра выставится в ВМТ. Угол поворота при выставлении третьего поршня в верхнее мертвое положение неудобно выставлять. Для удобства используем маркер или фломастер. Если коленвал ДВС повернется на 180 градусов, то бегунок трамблера повернется на 90 градусов. Значит, можно использовать трамблер и бегунок для выставления 3 поршня в ВМТ, сделав метки маркером на корпусе: отмечаем где сейчас контакт, и отмечаем где он должен быть строго через 90 градусов.
После регулировки клапанов 3-го цилиндра автомобилей Ваз классических моделей, с помощью трамблера выставляем поршень 1-го цилиндра поворотом коленвала еще на 180 градусов, регулируем клапаны 1 и 3, аналогично. Затем, также выставляем поршень 2-го цилиндра в ВМТ и регулируем последние клапана 5 и 2.
Восстановление сильных деформаций
Когда металл вытянут слишком сильно, предыдущим методом выправить его будет довольно затруднительно. Но также потребуется удалить лакокрасочное покрытие. Кроме того, кузовной ремонт автомобиля такого типа потребует наличия промышленного фена и/или аппарата точечной сварки с различными графитовыми электродами.
Сам процесс аналогичен предыдущему – необходимо выправлять вмятину от периметра, приближаясь к центру. Только уже используется не киянка и наковальня, а точечный нагрев металла, а затем уже механическое воздействие. В процессе нагрева он становится более пластичен и податлив. Степень нагрева подбирается опытным путём.
Если использовать промышленный фен – то тут сложностей не ожидается
Однако когда применяется точечная сварка – необходимо внимание, иначе можно прожечь металл насквозь. Форма электрода зависит от формы самой вмятины – круглые удобно исправлять круглым электродом, а длинные – широким
Ремонт заднего редуктора
Обстоятельства, заставляющие ремонтировать задний редуктор, известны всем опытным автовладельцам. Данный узел изнашивается довольно быстро в том случае, если в него попадает некачественное масло или на заводе-изготовителе не позаботились о хорошем натяжении подшипников.
С целью обеспечения безопасного перемещения по дорогам ремонтировать задний редуктор необходимо как можно более оперативно. Лучше сделать это сразу, как только стало известно о критическом износе данного узла. Так вы сможете сохранить рабочее состояние своего автомобиля и значительно сэкономить на будущих ремонтах.
Тревожными сигналами со стороны редуктора станут протекание масла, появление шума, возникновение люфта. Посторонний шум в редукторе во время движения является главным сигналом, получив который, водитель должен сразу обратиться в наш автосервис. Возможно, вам и не придётся оплачивать нам замену редуктора. При незначительной поломке редуктор легко восстанавливается, а вам не придётся тратить лишних денег.
Дефектовка клапанов, основные требования.
Реализовать оптимальную производительность клапанного механизма не так сложно, следует учитывать некоторые особенности о которых поговорим ниже. Клапанный механизм выполняет функцию регулирования фаз газораспределения, для наиболее эффективной работы двигателя нужно стремиться к наиболее гладкому беспрепятственному проходу топливовоздушной смеси в цилиндр, быстрому сжиганию и так же гладко отвести выхлопные газы. Клапаны осуществляют эту функцию в двигателях по-разному, имеются четкие различия между клапанами для спортивных двигателей и обычных городских. Во всяком случае некоторые стандарты в конструкции и качестве сохраняются. Для начала разберем каким требованиям должны соответствовать клапаны, а потом уже о том какие технологии применяются для гоночных моторов.
Дефектовка клапана

Современные высокопроизводительные впускные и выпускные клапаны, выполненные из различных материалов, имеющие различные покрытия и обработку поверхности. При осмотре клапана особенно бывшего в работе, проверьте диаметр ножки в трех местах: около 3 см ниже кончика, в центре ножки, и в нижней части примерно 1.5см от выемки(сужения) на ножке. Таким образом проверяются все клапаны и делается запись. Проверьте каждый клапан на биение или изгиб. Если тарелка клапана имеет более 0.025 мм биение, его следует заменить. Даже не пытайтесь выпрямить его. Биение можно проверить, поставив клапан на пару небольших V- образных блоков или специальным инструментом.
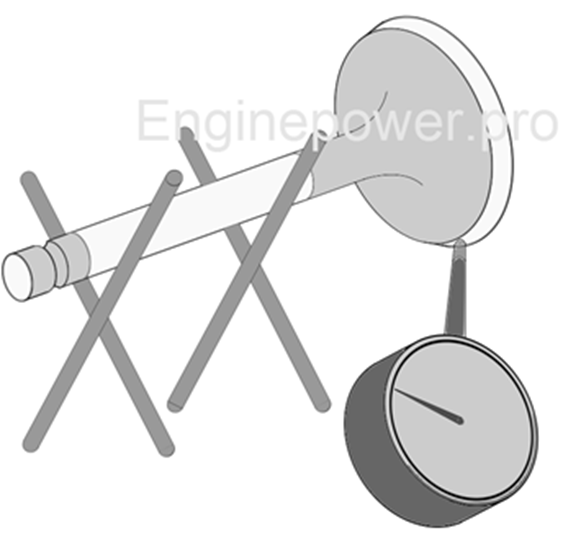
Проверка биения фаски тарелки с помощью циферблатного индикатора, клапан устанавливается на крестообразные опоры (можно изготовить из шариков подшипника) обязательно должен быть жесткий упор торца клапана, медленно вращаем клапан, наблюдаем показания индикатора. Проверяем биение самого стержня, на длине 100мм биение не должно превышать 0.015мм.Проверяется зазор в направляющей клапана, для этого необходим нутромер. Замер проводится по краям (наибольший износ именно там) примерно 3-4мм от кромки снизу и сверху, также замеряем повернув на 90 градусов. Проверяем наличие трещин и дефектов клапанов. Осматриваем визуально, для обнаружения микротрещин пользуемся методом магнитопорошковым (выпускные клапаны могут изготавливаться из специальных сталей с очень низкой магнитопроводностью) или проникающей краской. Особо внимательно следует осматривать выпускные клапаны, они постоянно находятся под действием высокой температуры, не имеют охлаждения свежей топливовоздушной смесью как у впускных клапанов, поэтому больше подвержены износу и появлению дефектов.
Измерения диаметра ножки микрометром в верхней части клапана.
Чаще всего причиной ремонта клапанного механизма является плохая герметичность клапан/седло и в большей степени на выпускных. Можно обнаружить прогар в рабочей поверхности тарелки, его хорошо заметно, обычно место прогара имеет не металлический цвет или из-за деформации, или нарушенного зазора, возможно появление черных точек, мелкие раковины очаги прогара, в том числе и на седле клапана. Для восстановления посадочного места клапана, поверхность заново шлифуется под углом обычно в 45 градусов, хотя возможны и другие углы посадочного места, почитайте Тюнинг ГБЦ часть 2.При шлифовке посадочного места клапанной тарелки следует учитывать, что теперь клапан будет глубже садится в седле и это увеличит объем камеры сгорания, уменьшит тепловой зазор, что потребует других регулировочных шайб в некоторых случаях.
И так как проводится шлифовка, возможны два метода. В первом случае клапан зажимается в патроне станка и вращается, стачивая поверхность об шлифовальный круг. Во втором случае клапан зажимается в патрон и вращается, стачиваясь об противоположно вращающийся шлифовальный круг. Оба этих метода обеспечивают достаточную точность, но чаще предпочтение отдается последнему.
Заточка рабочей фаски на тарелке клапана. Помните, что после проточки фаски, клапан будет глубже садится в седле и это увеличит объем камеры сгорания и следует как можно точно сохранять одинаковый объем во всех цилиндрах.

Головка двигателя Pontiac, прошла проверку глубину посадки клапана в седле. На головке нанесена маркировка в дюймах относительно первого цилиндра глубина в пределах -0.001 +0.005 дюйма
Это не последняя тема о клапанах, невозможно описать все моменты в одной статье. Общие требования к клапанам считаю достаточно раскрыты, Седло клапана в этой теме о том как заменить седла и подробнее о посадке клапана в седле. Производительность и технологии клапанов
Источник
Как выполнить своими руками правильно
Притирать клапана можно несколькими способами. Оптимальный вариант — использование станков и фрез, но они не всегда есть рядом. В таком случае лучше прибегнуть к ручному варианту.
Инструменты для притирочных работ
Приспособления для притирки подразделяются на 2 группы.
- Зажимающие клапан сверху, фиксирующиеся на стержне. На одной из сторон располагается ручка. Для достижения результата её нужно тянуть и вращать.
- «Присоски». Фиксируются на тарелке клапана, также оснащаются ручкой. Для использования надо прижать клапан к тарелке и вращать приспособление в разные стороны.

Инструмент для притирки клапанов: зажимающая сверху модель
При отсутствии инструмента подойдут шуруповёрт или дрель.
Вне зависимости от выбранного инструмента вам понадобятся следующие приспособления:
- абразивная или алмазная паста;
- пружина — такая, чтобы можно было без труда сжать руками и надеть на клапан;
- керосин.
Нет возможности раздобыть абразивную пасту? Приготовьте её! Для этого понадобится наждачная бумага с мелким зерном или стружка наждачного камня. Снимите с неё камни и смешайте их с солидолом или аналогичным веществом в пропорции 2 к 1. По консистенции смесь должна напоминать шампунь. В крайнем случае в качестве основы сгодится и стандартное моторное масло.

Важный этап притирки клапанов: нанесение абразивной пасты
Рекомендуем: Можно ли в двигатель залить трансмиссионное масло: в чем отличие от моторного?
Притирка своими руками на ВАЗ 2109 с помощью пасты
- Возьмите клапан в руки и наденьте на него пружину. Верните клапан на место, обратно в машину.
- Подожмите его пальцами и установите на ножку заранее подготовленный инструмент.
- Винтом зафиксируйте инструмент на клапане.
- Нанесите на притирочную плоскость тарелки абразивную пасту.
- Вращайте клапан в обе стороны, выполняя притирку. Нужно выполнить около 5 движений, после чего следует поднять изделие, перевернуть его на 90 градусов и повторить действия.
- Выполняйте процедуру, пока на тарелке и седле головки не появится матовое кольцо серого цвета.
- По завершении работ со всеми клапанами протрите их керосином и тщательно вытрите ветошью.

Так должен выглядеть клапан после притирки
Как притереть на станке
Если есть доступ к станку, лучше воспользоваться им.
- Зажмите клапан в специальном фиксаторе, включите станок. Шлифовальный круг быстро вращается в одну сторону, клапан — в другую, медленнее. Аккуратно подводите изделие к кругу и притирайте его.
- Не шлифуйте изделие слишком сильно. Прекратите обработку, как только процесс шлифовки станет непрерывным.
- Остановите агрегат, снимите клапан и протрите его керосином.
- После этого нужно осмотреть головку блока цилиндров. Изучите седла, запрессованные в головке. Притирать их можно только при отсутствии повреждений. Если на сёдлах имеется прогар, обработайте его шарошкой — пока серое кольцо не возникнет по всему кругу.

Чтобы обработать седла, нужна вот такая шарошка



