Сущность упрочнения деформацией. Физика процесса
За счет чего улучшаются прочностные качества при деформировании поверхностного слоя? Хороший вопрос. Ответ на него кроется в радиационной теории атомного строения кристаллических веществ.
Ученым удалось доказать, что прочность зависит от количества дефектов кристаллического строения. По их подсчетам, тонкая металлическая нить из идеально чистого железа без точечных и линейных дефектов строения способна выдерживать колоссальные нагрузки. Однако реальные тела всегда имеют дефекты, поэтому несущая прочность такой проволоки в реальных условиях довольно маленькая. Но когда количество дефектов возрастает, то возникает парадоксальное явление – прочностные характеристики улучшаются. Это объясняется тем, что большое количество дефектов создает препятствия для их перемещения и выхода на поверхность зерен, то есть препятствует возникновению концентраторов напряжений.
Именно на этом и основано упрочняющее действие обработки давлением: при деформации возникает огромное количество дефектов внутри зерен. При этом сами зерна приобретают характерную форму – так называемую текстуру. Следует отметить, что данный метод позволяет не только повысить прочность и износостойкость, но и уменьшить шероховатость обрабатываемой поверхности.

Кузов имеет мелкие дырочки
Если коррозия глубокая, и даже возникли мелкие дырки, тогда действуют следующим способом:
С помощью конусной щетки, (рекомендуется более жесткая) надетой на дрель производится снятие ржавчины с кузова автомобиля

Внимание: Применение абразивных кругов и шлифмашины не допускается – вы просто пережжете металл, после такой зачистки он очень быстро сгниет
- После зачистки можно уверенно оценить, насколько глубоко проникла коррозия Зачищенное место обдувается воздухом от компрессора, затем нужно поставить позади детали прожектор либо фонарь;
- Если деталь корпуса несъемная, тогда надо постараться воткнуть сзади источник света;
- В местах, где появились дырки, будут видны светящиеся точки, при погашенном внешнем освещении;
Инструкция, как остановить коррозию кузова автомобиля, следующая:
- Наиболее простым способом является запаивание дырок обычным оловянным припоем;
- Для этого нужен молотковый паяльник, паяльная кислота (канифоль тут не годится), припой марки ПОС-61, еще может пригодиться строительный фен, чтобы прогревать ремонтное место, когда недостаточно мощности паяльника;
- Приобретите преобразователь ржавчины, без него не обойтись.
Внимание: Перед началом работы с новым паяльником вам следует облудить жало (его рабочую поверхность)
Регулировка зазоров
При регулировке зазоров кузова не должно быть никаких перекосов, за счёт, к примеру, домкрата, установленного с одной стороны машины. Лучше, чтобы автомобиль стоял на колёсах.
Зазоры лучше отрегулировать до покрасочных работ, чтобы потом случайно не поцарапать свежеокрашенную поверхность. Даже если панели кузова будут окрашиваться не на машине, лучше сначала всё выставить и где-то подогнуть, если требуется. Потом, с уверенностью, что всё нормально встаёт на свои места, можно красить.
При регулировке всех зазоров кузова, начните с дверей. Отрегулируйте и сделайте ровными и одинаковыми зазоры между задними крыльями и передней и задней дверью. Передние двери лучше регулировать со снятыми передними крыльями, для лучшего доступа к шарнирам. Далее капот с передними крыльями. Иногда, при трудности расположения панели в одной плоскости с прилегающей панелью, бывает необходимо воздействовать на крепление шарнира. Для этого можно подложить деревянный брусок нужного размера и прикрыть панель, прижав брусок. В таких случаях нужно быть очень осторожным, чтобы не переборщить и не повредить кузовную деталь. Этот приём иногда помогает выставить в нужной плоскости крышку багажника и капот.
При установке новой панели, иногда её требуется немного подогнуть, чтобы все её части были в одной плоскости с прилегающими панелями. Панель «перегибается» с нужного края. Это не вызывает деформации детали и осуществляется даже на заводе, при регулировке посадки панелей.
Электроподвижной состав промышленного транспорта
- От авторов
- Основные технические данные промышленных электровозов и тяговых агрегатов
- Параметры и характеристики
- Механическое и пневматическое оборудование электровозов и тяговых агрегатов
- Электрическое оборудование и аппараты
- Перспективный типаж электроподвижного состава промышленного транспорта
- Основные требования к электровозам и тяговым агрегатам при работе на промышленных предприятиях
- Габариты
- Исходные данные для тяговых расчетов
- Исходные данные для тормозных расчетов
- Определение весовой нормы поезда
- Методы тормозных расчетов
- Проверка тяговых двигателей на нагрев
- Определение требуемой мощности источника автономного питания тяговых агрегатов
- Расчет потребности в электроподвижном составе
- Определение расхода энергии на тягу поездов
- Смазочные материалы
- Дизельное топливо
- Вода
- Песок
- Краткие сведения о материалах, применяемых в конструкциях и при ремонте
- Классы изоляции электрических машин
- Требования, предъявляемые к экипировочным устройствам
- Стационарные экипировочные устройства
- Топливно-смазочное хозяйство
- Приготовление охлаждающей воды и уход за аккумуляторными батареями
- Устройства для осмотра, наружной обмывки и очистки локомотивов
- Устройства для подачи топлива, смазки и воды на локомотивы
- Снабжение локомотивов песком
- Пункт технического обслуживания
- Закрытый пункт экипировки тяговых агрегатов и электровозов с контактным и контактно-дизельным питанием
- Передвижные средства экипировки
- Лаборатории
- Система организации ремонта и технического обслуживания
- Межремонтные периоды, продолжительность и трудоемкость ремонтов
- Объем работ при техническом обслуживании
- Объем работ при текущих и капитальных ремонтах
- Краткая технология ремонта основных узлов
- Технология ремонта типовых соединений и узлов применяемого оборудования
- Методы контроля
- Ремонт и содержание электрического оборудования тяговых агрегатов
- Особые требования к ремонту колесных пар, автосцепных устройств и автотормозов
- Методы восстановления изношенных деталей при ремонте
- Некоторые сведения по организации рабочего места
- Меры безопасности при ремонте электроподвижного состава
- Предварительные испытания
- Приемо-сдаточные испытания
- Периодические и типовые испытания
- Специальные испытания
- Материалы и запасные части для ремонта электроподвижного состава промышленного транспорта
- Нормы расхода запасных частей
- Нормы расхода запасных частей. Механическое оборудование
- Нормы расхода запасных частей. Электрические машины
- Нормы расхода запасных частей. Электроаппаратура
- Нормы расхода запасных частей. Тормозное и пневматическое оборудование
- Нормы расхода материалов
- Показатели использования и производительность электроподвижного состава
- Себестоимость перевозок
- Себестоимость локомотиво-часа
- Материальные и трудовые затраты на ремонт
- Расходы на содержание локомотивных бригад и экипировку
- Энергетические затраты
- Стоимость электроподвижного состава и амортизационные отчисления
Как создать средство своими руками
При невозможности приобрести готовый восстановитель пластика, можно для устранения царапин использовать другие средства:
- Может помочь технический фен, который имеет тонкое сопло, возможность плавно регулировать рабочую температуру. Нужно направить на царапину поток теплого воздуха, увеличивая рабочую температуру по мере расплавления пластика. На ровных, слегка наклоненных пластмассовых поверхностях царапины могут затянуться.
- Затереть царапины можно с помощью копировальной бумаги. Сторону, на которую нанесена краска, поместить на пластиковую поверхность, а после затереть с наружной стороны тонким тупым предметом.
В автомобильных магазинах можно приобрести специальную пленку для ремонта поврежденного пластика. Самоклеющаяся пленка наносится на поврежденную поверхность, а после разогревается и разравнивается валиком, закрывая царапину.
Таким образом, поврежденные пластмассовые поверхности автомобиля можно восстановить самостоятельно без особых проблем. Лучше предотвращать критические повреждения, используя одно из описанных средств.
Прямое и второстепенное повреждение
Можно разделить прямое и непрямое (второстепенное) повреждение. Прямым повреждением является область кузовной панели, которая была в непосредственном контакте с объектом, который вызвал повреждение. Это место может иметь нарушение целостности лакокрасочного покрытия или разрыв металла.
Непрямое повреждение имеет погнутый и искажённый металл, расположенный в области, прилегающей к прямому повреждению. Иногда второстепенная деформация может располагаться в нескольких десятков сантиметров от зоны прямого повреждения. Его сложно полностью определить и проанализировать.
При восстановлении повреждения, метод ремонта определяется возможностью доступа к повреждению с обратной стороны кузовной панели. Если есть доступ с обеих сторон повреждения, то используется метод рихтовки при помощи молотка и поддержки. Если есть доступ только с одной стороны, то применяются другие техники ремонта, такие как вытягивание при помощи споттера, при помощи клеевой системы или вакуумной присоски.
При ремонте повреждений нужно стараться выбирать наиболее лёгкий путь. Даже если Вы имеете специальное оборудование, то это не значит, что его нужно везде и всегда применять. По возможности, применяйте простые инструменты, а при необходимости, включайте в работу более сложные. Иногда вмятину можно выдавить с обратной стороны рукой, без какого-либо инструмента. Нужно помнить, что сейчас автопроизводители используют достаточно тонкий металл при производстве кузовных панелей, поэтому не требуется больших усилий, чтобы восстановить деформацию.
Технология точечного окрашивания
Справиться с работой можно даже без опыта. Для точечной покраски детали нередко снимают. Перед работой изучают схемы снятия, демонтажа. Лучше найти для тренировки старые части кузова, которые не жалко. После освоения новых навыков красят рабочие детали.
Ремонт лакокрасочного покрытия в каждом случае имеет особенности.
Влияет здесь следующее:
- Вид дефекта.
- Глубина, площадь повреждения.
- Форма детали.
- Место расположения дефекта. Например, если повреждена центральная часть кузова, всю деталь обязательно полируют. Иногда дефект (скол, углубление) находится в труднодоступном месте. Здесь полировка не нужна, поэтому работа упрощается.
Применение заплаток
Когда в кузове уже образовалась дыра, шпатлевкой либо пайкой тут не обойтись:
- Самым простым способом тут будет изготовление и установка заплатки;
- Разумеется, такой способ годится для дырок с диаметром не больше 5-7сантиметров, когда дыра больше, однозначно необходима замена элемента кузова, или сварочные работы;
- Как избавиться от ржавчины на кузове авто, если уже появились дыры?;
- Сначала место повреждения следует хорошенько вымыть, затем зачистить очистить от ржавчины, выше описанным способом;
- После этого вырезается заплатка размерами немного большими, чем дыра, из нетолстого металла, подойдет консервная банка;
Восстановление формы кузовных деталей с использованием рихтовочно-го инструмента.
Правку выпучин выполняют в холодном или
нагретом состоянии.
Устранение выпучин в холодном состоянии основано на
растяжении металла по концентрическим окружностям или по радиусам от
выпучины к неповрежденной части металла (рис. 6.1). При правке
образуется плавный переход от наиболее высокой части выпучины к
окружающей ее поверхности панели. Для этого по направлению от металла,
окружающего выпу-чину, к выгнутой части поверхности наносят молотком
последовательную серию ударов по кругу. По мере приближения молотка к
границе выпучины силу удара уменьшают. Чем больше будет число
окружностей на панели при рихтовке, тем плавнее получится переход от
выпучины к неповрежденной части металла.
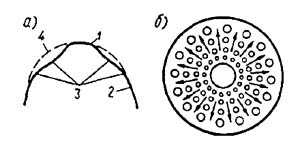 Рис. 6.1. Устранение выпучин в панелях кузова без
Рис. 6.1. Устранение выпучин в панелях кузова без
нагрева:а — участки панели с выпучиной; б — схема направления
ударов молотком (указаны стрелками); / — выпучи-на: 2 — панель; 3 —
участки панели, подлежащие растягиванию рихтовкой с помощью молотка: 4 —
кривизна панели после правки выпучины
Правка деформированных поверхностей на прямолинейном
участке лицевых панелей с использованием опорной плиты и киянки показана
на рис. 6.2, а. Исправление деформаций на деталях с некруглыми
поверхностями выполняют с использованием киянки и фасонных плит или
наковален специального профиля (рис. 6.2, б). На рис. 6.2, в показан
процесс рихтовки незначительных вмятин на лицевых панелях кузова, таких
как крыша, двери, капот, крышка багажника, крылья и др.
Последовательность исправления вмятин на деталях кузова, имеющих
закругленную лицевую поверхность, представлена на рис. 6.2, г.
Значительная пластическая деформация, имеющая место при
растягивании металла для устранения выпучины рихтовкой в холодном
состоянии, увеличивает истинную поверхность металла на восстанавливаемом
участке и ухудшает стойкость его окисной пленки. В результате
коррозионная стойкость металла ухудшается. Поэтому правку неровных
(волнистых, небольших вогнутых поверхностей) панелей кузовов и оперения
выполняют без наклепа и увеличения площади металла при помощи опорной
плиты 2 и специального молотка 1 (рис. 6.3), имеющего насечку на рабочей
части. При устранении вмятин данным способом металл не растягивается, а
длина панели 3 восстанавливается до первоначальных форм и размеров.
Для восстановления поверхности кузовных деталей в
легкодоступных местах применяют различные рихто-вочные инструменты в
соответствии с кривизной восстанавливаемого профиля детали, т. е. с
учетом радиусов, переходов различной кривизны и ребер жесткости. На рис.
6.4 показаны варианты использования фасонных плит, наковален, оправок и
рихтовоч-ного молотка при восстановлении поверхности переднего крыла
кузова в сечении А-А.
Пена с мойки
Конечно можно купить различные средства для очистки салона из магазина авто косметики. Однако стоимость иногда совсем не бюджетная, около 300 – 400 рублей за «бутылку». НО зачем переплачивать?
Вам нужно просто взять банку, я беру с большим горлышком (и закручивающейся крышкой), заехать на мойку и попросить мойщика наполнить банку. Обычно всегда наливают бесплатно. В случае с мойкой самообслуживания, вы сами должны налить пену. Стоить это будет реально мало, обычно около 1 – 2 рублей.
Через какое-то время пена осядет, у вас останется примерно треть банки специального моющего средства.
НА своем примере я решил очистить пластик (восстановить его цвет) под капотом и далее «карты» дверей (по-простому обивку).
Начинаем с декоративной крышки двигателя:
- Для начала мочим ее
- Затем берем пену (а точнее то средство, которое осело) и тряпкой очищаем грязь
- Смываем водой (подробнее в видео внизу)
«Крышка» становится почти черной, очень похожа на новую. Вы сейчас мне можете – «а почему нельзя просто пройтись водой?» Все просто, вода не сможет до конца очистить грязь, соответственно восстановить до первоначальной черноты не получится, после высыхания опять будут серые разводы. Поэтому применение шампуня обязательно.
Кстати я решил отмыть часть пластика подкапотного пространства и сравнить с той частью, которая не мылась вообще.
Как видите, очень эффективно получается, и самое главное очень бюджетно.
Усадка растянутого металла
Растянутый металл, после устранения деформации, будет значительно выше остальной поверхности, а также будет ослаблен и нестабилен. Его нельзя простучать молотком и опустить ниже, так как для него нет места. Он либо уйдёт целиком в противоположную сторону, либо снова обратно (хлопун). Если деформация была устранена в правильном порядке, правильными инструментами и с правильным усилием, то растянутый металл может быть только в зоне прямого повреждения. Если же деформация выправлялась без предварительного анализа, грубыми ударами молотка, то растянутый металл будет по всей ремонтной области. Такому металлу нужно вернуть нормальную толщину усадкой. Для возвращения металла в первоначальную форму его нужно «собрать». Усадка металла нагревом является достаточно простым процессом, но требует осторожности. Нужно определить самую высокую точку растянутого металла и нагреть её при помощи инструмента, который Вы используете для усадки. Далее нужно поместить поддержку под нагретую область и ударить молотком несколько раз, пока металл горячий. Так, металл вокруг усаживается в это нагретое пятно и становится толще и меньше по площади. Потом нужно охладить это место мокрой тряпкой или губкой. Таким же способом можно усадить остальные области с растянутым металлом. Нужно быть осторожным и не переборщить. Иначе металл деформируется и деформирует прилегающую область.

Последовательность усадки обширной зоны растянутого металла
Незначительная растянутость металла может устраняться без простукивания. При нагреве растянутый металл сокращается, происходит его усадка. Нагретый металл сначала возвышается над общим уровнем панели. После нагрева и охлаждения, растянутый металл приобретает первоначальный профиль, либо становится немного ниже общего уровня плоскости панели. Также можете прочитать статью “Как убрать хлопун на металле”, где подробно рассматривается тема растянутого металла.
Правила при усадке нагревом:
- Обратная сторона нагреваемой панели должна быть очищена от шумоизоляционного материала.
- при усадке нужно применять поддержку, имеющую меньшую выпуклость, чем растянутая область металла.
- Обычно используется ацетиленовая горелка с насадкой, соответствующей толщине осаживаемого металла, но может также применяться нагрев полуавтоматической сваркой, специальным угольным электродом, а также специальной насадкой и режимом споттера.
- Ацетиленовой горелкой нужно нагревать до ярко красного цвета, держа её перпендикулярно поверхности.
- Никогда не остужайте металл, нагретый до красного цвета. Подождите, когда он немного сам охладится и станет чёрным.
- Никогда не нагревайте область больше, чем можете осадить молотком за один раз. Горелкой нагревается площадь от 10 до 25 мм.
- Во время нагрева нужно делать круговые движения горелкой, по спирали, от периферии к центру.
- Не пытайтесь сделать усадку растянутого металла, пока не выправите его на черновую.
- Не нагревайте для усадки вмятину.
- Если растянутый металл имеет небольшую область, то и нагревайте маленькое пятно для усадки.
- Можно делать усадку растянутого металла и без его последующего охлаждения мокрой тряпкой. Охлаждение лишь ускоряет процесс.
- После усадки, может потребоваться дополнительное выравнивание металла.
Восстановление и склеивание деталей с использованием пластмасс
Для восстановления изношенных деталей при ремонте металлорежущих станков применяют пластмассы. В качестве клея пластмассы широко используются для склеивания поломанных деталей, а также для получения неподвижного соединения деталей, изготовленных из металлических и неметаллических материалов. При ремонте металлорежущих станков наибольшее распространение получили такие пластмассы, как текстолит, древеснослоистые пластики и быстро твердеющая пластмасса— стиракрил. Текстолит и древеснослоистые пластики применяются для восстановления изношенных поверхностей направляющих станков, изготовления зубчатых колес, подшипников скольжения, втулок и других деталей с трущимися рабочими поверхностями.
Одним из эффективных способов получения неподвижных соединений является склеивание деталей. По сравнению с клепкой, сваркой и сбалчиванием клеевые соединения имеют такие преимущества, как соединение материалов в любом сочетании, уменьшение веса изделий, герметичность клеевых швов, антикоррозионную стойкость и во многих случаях снижение стоимости ремонта изделия. В практике ремонта металлорежущих станков широко используется карбинольный клей и клей типа БФ. Детали, склеенные карбинольным клеем с наполнителем из непористого материала, устойчивы против действия воды, кислот, щелочей, спирта, ацетона и подобных растворителей. Различные марки клея БФ отличаются содержанием компонентов и назначением.
Процесс восстановления деталей склеиванием состоит из трех этапов: подготовки поверхности, склеивания и обработки швов. Поверхности деталей, подлежащих склеиванию, очищаются от масла, загрязнений и хорошо пригоняются. Клей наносят кистью или стеклянной палочкой. Жидкий клей наносят на обе соединяемые поверхности.
Для склеивания деталей, работающих при температуре 60—80° С, применяют клей БФ-2. Для склеивания деталей, работающих в щелочной среде, — клей БФ-4. Клеем БФ-6 приклеивают ткани и резину к металлу.
Клей БФ наносят на склеиваемые поверхности в два слоя с перерывом примерно в 1 ч 15 мин. Соединяемые детали принимают одну к другой (1 — 15 кГ/см2) и выдерживают под прессом.
Выдержка склеенных деталей под прессом
| Марка клея | БФ-2 | БФ-4 | БФ-6 |
| Температура, °С | 120—200 | 60—90 | 150—200 |
| Длительность выдержки, ч | 1—3 | 3—4 | 0,25—1 |
Чтобы разобрать склеенные детали, их необходимо нагреть до 200° С и выше.



