Принцип работы поршня
Главная задача поршня – восприятие давления газов в цилиндре и передача энергии давления через поршневой палец на шатун. Далее она преобразуется коленчатым валом в крутящий момент двигателя. Подобную задачу невозможно реализовать без надежного уплотнения поршня, который движется в цилиндре. В противном случае произойдет прорыв газов в картер и попадание моторного масла в камеру сгорания из него. Для решения этой проблемы в поршне предусмотрены канавки, в которых установлены компрессионные и маслосъемные кольца. Для отвода масла в поршне находятся специальные отверстия.
В процессе работы днище поршня напрямую контактирует с горячими газами и нагревается. Избыток тепла от днища к стенкам цилиндра отводят поршневые кольца и охлаждающая жидкость. В тяжелонагруженных агрегатах предусмотрено дополнительное масляное охлаждение: масло через форсунки подается на днище и во внутреннюю кольцевую полость поршня.
Чтобы уплотнение полостей поршня было надежным, его вертикальная ось должна совпадать с осью цилиндра. Перекосы недопустимы, так как они вызывают «болтание» поршня в цилиндре, снижают уплотняющие и теплопередающие свойства колец, а также увеличивают шумность работы двигателя. Для исключения подобных проблем служит юбка поршня. Она должна обеспечивать минимальный зазор как на холодном, так и прогретом агрегате.
Коэффициент расширения стенок цилиндра и самого поршня разные. Это обусловлено как разными конструкционными материалами, так и разницей в температуре нагрева. Чтобы нагретый поршень не заклинивало вследствие температурного расширения, существует два решения.
Первое – эллиптическая форма юбки поршня в поперечном сечении, где большая ось перпендикулярная оси пальца, а в продольном – конуса, который сужается к днищу поршня. Благодаря такой форме обеспечивается соответствие юбки нагретого поршня стенке цилиндра, что предотвращает заклинивание. Второе решение – заливка стальных пластин в юбку поршня некоторых моделей. При нагреве расширение металла происходит медленнее, что ограничивает расширение всей юбки.
В качестве конструкционного материала для производства поршней используется алюминий. Это обусловлено тем, что при высоких скоростях работы, которые характерны современным двигателям, нужно обеспечить малую массу движущихся деталей. Поэтому, если использовать более тяжелые металлы, то потребуются и более мощные компоненты: шатун, коленвал и блок с толстыми стенками. Все это сделает увеличит размер и вес силового агрегата.
В конструкции поршня могут быть реализованы и другие инженерные решения. Например, обратный конус, расположенный в нижней части юбки. Он служит для уменьшения шума из-за перекладки элемента в мертвой точке. Для улучшения смазывания юбки используется микропрофиль на рабочей поверхности, который представляет собой маленькие канавки с шагом 0,2-0,5 мм, а для снижения трения применяется антифрикционное покрытие.
В России покрытие для поршней выпускает . MODENGY Для деталей ДВС наносится на юбки поршней и другие детали двигателя: коренные подшипники коленчатого вала, втулки пальцев, распредвалов, дроссельную заслонку.
Покрытие способствует снижению трения и износа, предотвращает появление задиров на поверхностях и заклинивание поршня в цилиндре. Материал стоек к длительному воздействию моторного масла и в течение некоторого времени сохраняет работоспособность двигателя в режиме масляного голодания.
Полимеризация покрытия возможна как при комнатной температуре, так и при нагреве. Удобная аэрозольная упаковка упрощает процесс нанесения благодаря тщательно настроенным параметрам сопла распылительной головки.
Конструкция поршня
Поршень двигателя имеет достаточно простую конструкцию, которая состоит из следующих деталей:
Volkswagen AG
- Головка поршня ДВС
- Поршневой палец
- Кольцо стопорное
- Бобышка
- Шатун
- Юбка
- Стальная вставка
- Компрессионное кольцо первое
- Компрессионное кольцо второе
- Маслосъемное кольцо
Конструктивные особенности поршня в большинстве случаев зависят от типа двигателя, формы его камеры сгорания и типа топлива, которое используется.
Днище
Днище может иметь различную форму в зависимости от выполняемых им функций – плоскую, вогнутую и выпуклую. Вогнутая форма днища обеспечивает более эффективную работу камеры сгорания, однако это способствует большему образованию отложений при сгорании топлива. Выпуклая форма днища улучшает производительность поршня, но при этом снижает эффективность процесса сгорания топливной смеси в камере.
Поршневые кольца
Ниже днища расположены специальные канавки (борозды) для установки поршневых колец. Расстояние от днища до первого компрессионного кольца носит название огневого пояса.
Поршневые кольца отвечают за надежное соединение цилиндра и поршня. Они обеспечивают надежную герметичность за счет плотного прилегания к стенкам цилиндра, что сопровождается напряженным процессом трения. Для снижения трения используется моторное масло. Для изготовления поршневых колец применяется чугунный сплав.
Количество поршневых колец, которое может быть установлено в поршне зависит от типа используемого двигателя и его назначения. Зачастую устанавливаются системы с одним маслосъемным кольцом и двумя компрессионными кольцами (первым и вторым).
Маслосъемное кольцо и компрессионные кольца
Маслосъемное кольцо обеспечивает своевременное устранение излишков масла с внутренних стенок цилиндра, а компрессионные кольца – предотвращают попадания газов в картер.
Компрессионное кольцо, расположенное первым, принимает большую часть инерционных нагрузок при работе поршня.
Для уменьшения нагрузок во многих двигателях в кольцевой канавке устанавливается стальная вставка, увеличивающая прочность и степень сжатия кольца. Кольца компрессионного типа могут быть выполнены в форме трапеции, бочки, конуса, с вырезом.
Маслосъемное кольцо в большинстве случаев оснащено множеством отверстий для дренажа масла, иногда – пружинным расширителем.
Поршневой палец
Это трубчатая деталь, которая отвечает за надежное соединение поршня с шатуном. Изготавливается из стального сплава. При установке поршневого пальца в бобышках, он плотно закрепляется специальными стопорными кольцами.
Поршень, поршневой палец и кольца вместе создают так называемую поршневую группу двигателя.
Юбка
Направляющая часть поршневого устройства, которая может быть выполнена в форме конуса или бочки. Юбка поршня оснащается двумя бобышками для соединения с поршневым пальцем.
Для уменьшения потерь при трении, на поверхность юбки наносится тонкий слой антифрикционного вещества (зачастую используется графит или дисульфид молибдена). Нижняя часть юбки оснащена маслосъемным кольцом.
Обязательный процесс работы поршневого устройства – это его охлаждение, которое может быть осуществлено следующими методами:
- разбрызгиванием масла через отверстия в шатуне или форсункой;
- движением масла по змеевику в поршневой головке;
- подачей масла в область колец через кольцевой канал;
- масляным туманом
Уплотняющая часть
Уплотняющая часть и днище соединяются в форме головки поршня. В этой части устройства расположены кольца поршня – маслосъемное и компрессионные. Каналы для колец имеют небольшие отверстия, через которые отработанное масло попадает на поршень, а затем стекает в картер двигателя.
В целом поршень двигателя внутреннего сгорания является одной из самых тяжело нагруженных деталей, который подвергается сильным динамическим и одновременно тепловым воздействиям. Это накладывает повышенные требования как к материалам, используемым в производстве поршней, так и к качеству их изготовления.
Классификация двигателей
Двигатели разделяют по нескольким параметрам: рабочему циклу, типу конструкции, типу подачи воздуха.
Классификация двигателей в зависимости от рабочего цикла
В зависимости от цикла, описывающего термодинамический (рабочий процесс), выделяют два типа моторов:
- Ориентированные на цикл Отто . Сжатая смесь у них воспламеняется от постороннего источника энергии. Такой цикл присущ всем бензиновым двигателям.
- Ориентированные на цикл Дизеля . Топливо в данном случае воспламеняется не от искры, а непосредственно от разогретого рабочего тела. Такой цикл лежит в основе работы дизельных двигателей.
Чтобы работать с современными дизельными моторами, важно уметь хорошо разбираться в системе управлениям дизелями EDC (именно от неё зависит стабильное функционирование предпускового подогрева, системы рециркуляции отработанных газов, турбонаддува), особенностях системы впрыска Common Rail (CRD), механических форсунках, лямбда-зонда, обладать навыками взаимодействия с ними. А для работы с агрегатами, работающими по циклу Отто, не обойтись без комплексного изучения свечей зажигания, системы многоточечного впрыска
Важно отличное знание принципов работы датчиков, каталитических нейтрализаторов
А для работы с агрегатами, работающими по циклу Отто, не обойтись без комплексного изучения свечей зажигания, системы многоточечного впрыска
Важно отличное знание принципов работы датчиков, каталитических нейтрализаторов
И изучение дизелей, и бензодвигателей должно быть целенаправленным и последовательным. Рациональный вариант – изучать дизельные ДВС в виде модулей.
Классификация двигателей в зависимости от конструкции
Поршневой . Классический двигатель с поршнями, цилиндрами и коленвалом. При работе принципа ДВС рассматривалась как раз такая конструкция. Ведь именно поршневые ДВС стоят на большинстве современных автомобилей.
Роторные (двигатели Ванкеля) . Вместо поршня установлен трехгранный ротор (или несколько роторов), а камера сгорания имеет овальную форму. У них достаточно высокая мощность при малых габаритах, отлично гасятся вибрации. Но производителям невыгодно выпускать такие моторы. Производство двигателей Ванкеля дорогостоящее, сложно подстроиться под регламенты выбросов СО2, обеспечить агрегату большой срок службы. Поэтому современные мастера СТО при ремонте и обслуживании с такими автомобилями встречаются крайне редко
Но знать о таких двигателях также очень важно. Может возникнуть ситуация, что на сервис привезут автомобили Mazda RX-8
RX-8 (2003 по 2012 годов выпуска) либо ВАЗ-4132, ВАЗ-411М. И у них стоят именно роторные двигатели внутреннего сгорания.
Классификация двигателей по принципу подачи воздуха
Подача воздуха также разделяет ДВС на два класса :
- Атмосферные . При движении поршня мотор затягивает порцию воздуха. Для вращения турбины и вдувания сжатого воздуха у турбокомпрессорных двигателей внутреннего сгорания используются непосредственно выхлопные газы.
- Турбокомпрессорные . Организована дополнительная подкачка воздуха в камеру сгорания.
Для вращения турбины и вдувания сжатого воздуха у турбокомпрессорных двигателей внутреннего сгорания используются непосредственно выхлопные газы.
Атмосферные системы активно встречаются как среди дизельных, так и бензиновых моделей. Турбокомпрессорные ДВС – в большинстве своём, дизельные двигатели. Это связано с тем, что монтаж турбонаддува предполагает достаточно сложную конструкцию самого ДВС. И на такой шаг готовы пойти чаще всего производители авто премиум-класса, спорткаров. У них установка турбокомпрессора себя оправдывает. Да, такие решения более дорогие, но выигрыш есть в весе, компактности, показателе крутящего момента, уровни токсичности. Более того! Выигрыш есть и в расходе топлива. Его требуется существенно меньше.
Очень часто решения с турбокомпрессором выбирают автовладельцы, которые предпочитают агрессивный стиль езды, высокую скорость.
Нюансы выбора поршней
Другой уникальный конструктивный элемент, встречающийся у поршней, предназначенных для тюнинговых моторов, заключается в мини-оребрении площади жарового пояса и на перемычке первого и второго колец. Если поршень становится слишком горячим, то вершина выпуклостей такого оребрения, контактируют со стенкой цилиндра. Этот мгновенный контакт помогает охладить поршень, чтобы уменьшить опасность детонации и разрушения поршня.
Некоторые поршни, предлагаемые на вторичном рынке, делаются с пальцами, которые немного смещены вверх по сравнению со стоковыми образцами, чтобы компенсировать шлифовку привалочных плоскостей ГБЦ и блока цилиндров. Применение таких изделий лучшая альтернатива спиливанию вершины поршня, если блок привалочные плоскости подвергались обработке, поскольку уменьшенная глубина выемок под клапана увеличивает риск повреждения последних. Перемещение местоположения пальца выше на поршне также позволяет применять в моторе более длинные шатуны, что приводит к увеличению крутящего момента и делают жизнь подшипников и колец легче.
Нюансы поршневой
На поршне можно увидеть маленькие отверстия. которые Сверлят в кольцевых канавках. Они обеспечивают увеличение силы прижатия кольца к канавке. Благодаря этому возможно использование более легких колец для уменьшения сил трения при ходе поршня.
Постройка нескольких моторов даст опыт в определения необходимой высоты юбки, ориентируясь на максимальную мощность и потолок рабочих оборотов, а по диапазону рабочих температур, толщину прокладки ГБЦ и степени сжатия — прочность конструкции поршней. Чем ближе к вершине поршня находятся кольца, тем больше создается давление в цилиндре и тем выше крутящий момент и мощность мотора. Но при этом работа колец перемещается в зону с более высокой температурой, что вынуждает делать большие кольцевые промежутками и сами кольца толще. Выбор подобной схемы для изготовления поршня может также вызвать проблемы с возможностью организации правильного рельефа днища.
Высоты над кольцом может не хватить для выемок под клапана. Надежности обычных чугунных компрессионных колец при жаровом поясе в 7.5-8 мм хватило бы с запасом, но при уменьшении его до 2.5-3 мм такие кольца не справляются со своей задачей. Поэтому в современных моторах применяют кольца из специальных марок гибкого чугуна или из стали. Тенденция уменьшения толщины компрессионного кольца наметилось еще в 80-х годах. Типичная толщина сегодняшних компрессионных колец составляет 1.2 мм: 1,5 мм для второго кольца и 3.0 мм для маслосъемного.
Встречаются и более тонкие — компрессионные толщиной 1,0 мм и 2 миллиметровые маслосъемные. Примерно 40% от потерь на трение в двигателе приходится на работу колец, увеличение упругости их уменьшает сопротивление трения в цилиндре при ходе поршня. Поэтому более узкие и тонкие кольца стали применяться изготовителями в стандартных моторах. Это значительно повлияло на экономию топлива, температурный режим и ходимость силовых агрегатов, поскольку кроме снижения потерь на трение уменьшились и ударные нагрузки, передаваемые на поршень и стенки цилиндра. Но, с другой стороны, тонкие кольца хуже отводят тепло от поршня в стенку цилиндра из-за меньшей площади контакта с обоими. Следовательно, поршни с такими кольцами будут более горячими, чем поршни с большими кольцами. Изготовители колец дают рекомендации по этому вопросу на основании многочисленных испытаний, когда после определенного пробег а мотор разбирается и проверяется его состояние.
Ремонт шатунов УАЗ-3151
Ремонт шатунов сводится к замене втулки верхней головки и последующей обработке ее под поршневой палец номинального размера или к обработке, имеющейся в шатуне втулки под палец ремонтного размера
В запасные части поставляются втулки одного размера, изготовленные из бронзовой ленты ОЦС4–4–2,5 толщиной 1 мм.
При запрессовке новой втулки в шатун обеспечьте совпадение отверстия во втулке с отверстием в верхней головке шатуна.
Отверстия служат для подачи смазки к поршневому пальцу.
После запрессовки втулки уплотните ее внутреннюю поверхность гладкой брошью до диаметра 24,3+0,045 мм, а затем разверните или расточите под номинальный или ремонтный размер с допуском +0,007 –0,003 мм.
Например, втулку разверните или расточите под палец номинального размера до диаметра 25 +0,007–0,003 мм или под палец ремонтного размера до диаметра 25,20 +0,07 –0,003 мм.
Расстояние между осями отверстий нижней и верхней головок шатуна должно быть (168±0,05) мм ;
допустимая непараллельность осей в двух взаимно перпендикулярных плоскостях на длине 100 мм должна быть не более 0,04 мм; овальность и конусность не должны превышать 0,005 мм.
Чтобы выдержать указанные размеры и допуски, разверните втулку верхней головки шатуна в кондукторе.
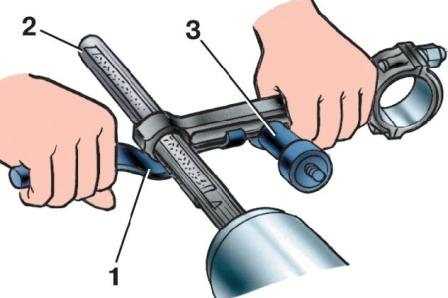
Рис. 1. Доводка отверстия в верхней головке шатуна: 1 – державка; 2 – шлифовальная головка; 3 – зажим
После развертывания производите доводку отверстия на специальной шлифовальной головке, держа шатун в руках (рис. 1).
Шлифовальные бруски головки установите микрометрическим винтом на требуемый ремонтный размер.
Шатуны, отверстия под вкладыши в нижней головке которых имеют овальность более 0,05 мм, подлежат замене.
Замена и ремонт поршневых пальцев
Ремонтные размеры поршневых пальцев и номера комплектов приведены в табл. 2
Для замены поршневых пальцев без предварительной обработки отверстий в поршне и в верхней головке шатуна применяются поршневые пальцы, увеличенные по диаметру на 0,08 мм.
Применение пальцев, увеличенных на 0,12 мм и 0,20 мм, требует предварительной обработки отверстий в бобышках поршня и в верхней головке шатуна как описано выше.
Рис. 2. Снятие стопорного кольца поршневого пальца
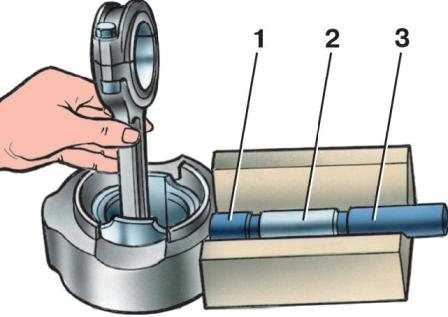
Рис. 3. Приспособление для выпрессовки и запрессовки поршневого пальца: 1 – направляющая; 2 – палец; 3 – плунжер
Перед выпрессовкой поршневого пальца извлеките из поршня стопорные кольца поршневого пальца плоскогубцами, как показано на рис. 2.
Выпрессовку и запрессовку пальца производите на приспособлении, как показано на рис. 3.
Перед выпрессовкой пальца нагрейте поршень в горячей воде до 70°С.
Ремонт поршневых пальцев состоит в перешлифовке их с больших ремонтных размеров на меньшие или в хромировании с последующей обработкой под номинальный или ремонтный размер.
Пальцы, имеющие изломы, выкрашивания и трещины любого размера и расположения, а также следы перегрева (цвета побежалости) ремонту не подлежат.
Сборка шатунно–поршневой группы
Рис. 4. Подбор поршневого пальца
Поршневой палец к верхней головке шатуна подбирайте с зазором 0,0045 – 0,0095 мм.
При нормальной комнатной температуре палец должен плавно перемещаться в отверстии верхней головки шатуна от усилия большого пальца руки (рис. 4).
Поршневой палец при этом должен быть слегка смазан маловязким маслом.
Палец устанавливайте в поршень с натягом 0,0025–0,0075 мм.
Практически поршневой палец подбирается таким образом, чтобы при нормальной комнатной температуре (20°С) он не входил бы в поршень от усилия руки, а при нагревании поршня в горячей воде до температуры 70°С входил бы в него свободно.
Поэтому перед сборкой поршень нагрейте в горячей воде до 70°С.
Запрессовка пальца без предварительного подогрева поршня приведет к порче поверхности отверстий в бобышках поршня, а также к деформации самого поршня.
Сборку шатунно-поршневой группы производите на том же приспособлении, что и разборку (см. рис. 3).
Для обеспечения правильной балансировки двигателя разница в весе установленных в двигатель поршней в сборе с шатунами не должна превышать 8 г.
Стопорные кольца поршневого пальца должны сидеть в своих канавках с небольшим натягом. Не применяйте кольца, бывшие в употреблении.
Поршневые кольца устанавливайте на поршень, как указано в статье «Как заменить поршневые кольца УАЗ-3151».
Учитывая сложность подбора поршневого пальца к поршню и шатуну (для обеспечения номинальных посадок), поршни поставляются в запчасти в сборе с поршневым пальцем, стопорными и поршневыми кольцами.
Материалы и вес поршней
Сплав, из которого поршень сделан, не только определяет его прочность и характеристики износостойкость, но также и особенности теплового расширения. В поршнях, предлагаемых на вторичном рынке для тюнинга, обычно используются сплавы с высоким содержанием кремния. Большинство поршней раньше делались из доэвтектических алюминиевых сплавов.
которые содержали от 8.5 до 10.5 % кремния. Сегодня мы видим больше эвтектических сплавов, у которых содержание кремния составляет 11% и заэвтектические сплавы, у которых кремния от 12.5 до более чем 16%. Кремний улучшает прочностную стойкость материала при высокой температуре и уменьшает коэффициент его расширения, таким образом, тепловые зазоры между поршнем и стенками цилиндров могут быть меньше. У заэвтектических поршней коэффициент теплового расширения приблизительно на 15 % меньше чем у стандартных поршней. Следовательно, выбирая такой поршень, нужно скорректировать указанный производителем зазор. Заэвтектические сплавы также несколько легче (приблизительно на 2%), чем материалы, применяемые в стандартных моторах. Но отливки часто делаются более тонкими, потому что сплав прочнее, что приводит в итоге к сокращению общей массы поршня до 10%.
Заэвгектические сплавы труднее отливать. потому что кремний сложно сохранить равномерно рассеянным по объему алюминия пока металл охлаждается. Размер частиц должен также тщательно контролироваться, чтобы поршень не становился ломким или с крупными твердыми включениями, мешающими механической обработке. Некоторые поршни проходят специальную термообработку, улучшающую структуру зерна для повышения прочности и износостойкости.
Информация – износ поршневой
Трение при холодных и сухих пусках способствуют повышенному износу деталей мотора. Двигатели с автономными системами смазки, оборудованные распылителями, которые могут включаться прежде пуска мотора, могли бы победить эту проблему. Но большинство современных двигателей имеют систему с мазки с маслонасосами, начинающими работу только в момент проворота коленчатого вала. Так что, поршневое покрытие не роскошь, а необходимости, Нагрев только масла перед пуском, который довольно часто используется автолюбителями в нашей стране, не гарантирует отсутствия износа, так как не устраняет увеличенные холодные зазоры при холодном блоке. Эту проблему может устранить только автономный подогрев системы охлаждения. Подобные подогреватели поднимают температуру не заведенного двигателя до 80 °С.
После такой термообработки эти показатели могут увеличиваться до 30%. Механическая обработка поршней из заэвтектическик сплавов из-за их твердости труднее, потому и стоимость их, как правило, несколько выше стандартных. Для конвейера подобный материал дороговат. Выбор веса поршней и материала, из которого они изготовлены, во многом (хотя и не полностью) обусловливается необходимой прочностью деталей для нагрузок в строящемся силовом агрегате. Ходимость — основной критерий, если, конечно, машину не планируется создавать заново перед каждой гонкой.
Вес применяемых поршней может быть уменьшен несколькими путями. Один из них — врезать в блок цилиндров масляные форсунки. Распыляемое ими масло охлаждает поршни, что позволяет сэкономить вес, используя конструкцию с более тонкими стенками днища. Другой способ — применение поршней с короткими юбками, предназначенных для высоко оборотистых моторов, также снизит вес, более легкие поршни облегчат раскрутку мотора, но при этом стоит быть крайне осторожным в выборе.
Ремонт порогов своими руками
Чаще всего в гаражных условиях автовладельцам приходится заниматься ремонтом порогов следующего рода:
- выправлять вмятины;
- заделывать сквозные отверстия;
- вырезать куски ржавого металла и вваривать новый металл на поврежденных участках;
- производить антигравийную обработку;
- красить железо;
- ставить заплаты.
Вмятины на кузовных порогах в условиях гаража можно попытаться выправить с помощью обратного молотка. Посмотрим, как это делается:
- вывешиваем автомобиль на домкрате;
- подсоединяем к электросети болгарку, устанавливаем на нее зачистной круг, производим обработку поврежденного участка;
- при использовании болгарки необходимо обязательно надевать защитные очки, искра или осколок металла может отлететь в глаз;
- после обработки болгаркой защищаем металл крупнозернистой наждачной бумагой (Р-120);
- чтобы не произошло замыкания во время пользования сварочным аппаратом, снимаем с аккумулятора клемму «минус»;
- привариваем обратный молоток к порогу, начинаем вытягивать железо с края образовавшейся вмятины;
- при каждом приваривании обратным молотком выправляем металл;
- привариваясь к каждой точке, постепенно идем от одного края порога к другому;
- после того как КП вытянули, обрабатываем швы, оставшиеся после сварки;
- насколько получилась ровная поверхность, проверяем с помощью любого предмета с длинной ровной поверхностью, например, шпателя;
- если на поверхности остались выступающие неровности, зачищаем их до сравнивания с общей плоскостью, также можно выровнять порог молотком. Чтобы не перестараться, необходимо здесь стучать очень аккуратно;
- опять зачищаем обрабатываемую поверхность «наждачкой» P-120, затем производим обезжиривание;
- берем баллончик с грунтовкой, встряхиваем его, наносим состав на ремонтируемый порог. Чтобы грунт не попал на лакокрасочное покрытие, закрываем кузовные детали бумагой или газетой;
- после высыхания грунта подготавливаем шпаклевку, разводим ее основной состав с отвердителем. После тщательного смешивания двух компонентов шпатлевку следует наносить сразу же, так как она при очень быстро застывает;
- наносить шпатлевку необходимо по горизонтали, движениями вправо или влево;
- ждем, пока нанесенный материал высохнет, после этого начинаем затирать порог «шкуркой» Р-80. Чтобы было удобно работать, наждачную бумагу закрепляем на специальной колодке;
- если при обработке остаются небольшие вмятины, ничего страшного в этом нет, так как шпаклевку мы будем накладывать вторично;
- после высыхания второго слоя шпаклевочного материала также проводим обработку;
- после зачистки и тщательного обезжиривания поверхности красим ремонтируемый участок автоэмалью.
Подбор поршней
Поршни подбирают в соответствии с ремонтными размерами цилиндров. Цифру увеличения диаметра поршня выбивают на его днище. Каждый поршень подбирают индивидуально по цилиндру для получения нужного зазора. Величину зазора определяют путем протягивания ленты-щупа между поршнем и цилиндром при помощи динамометра со стороны, противоположной разрезу юбки. Усилие на динамометре при движений щупа через зазор должно лежать в обусловленных пределах.
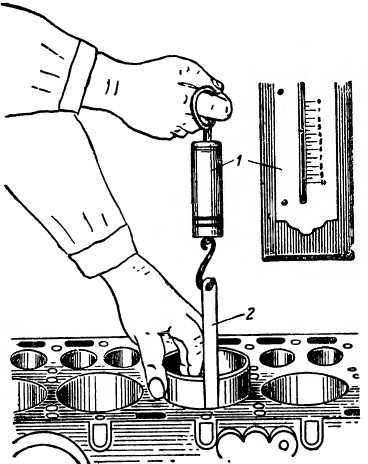
При отсутствии ленты-щупа поршень подбирают с таким расчетом, чтобы он проходил свободно по всей длине цилиндра под легким нажимом руки, но не перемещался от собственного веса при вертикальном положении цилиндра. Кроме зазора, при подборе поршней учитывают также и их вес. Разность в весе алюминиевых поршней одного комплекта должна быть не более 5 г.



