Где применяют
Методику осаждения жидкого металла широко использует современная промышленность для восстановления участков деталей, пострадавших от повреждений. Лазерная наплавка применяется не только для ремонта и упрочнения покрытий, но и для создания комплектов новых деталей.
- EHLA. Технология предназначена для высокоскоростного создания покрытий со снижением тепловых затрат.
- SLM. Высокоточная методика выборочного спекания порошков для задания контуров послойного наплыва.
- LMD. Способ прямого выращивания деталей путем коаксиального наплавления, точность требует особых ресурсов.
В металлургии, судостроении и нефтегазовой отрасли лазерную наплавку чаще всего выбирают для усиления отдельных участков заготовок либо коррекции их геометрических параметров. Возможность экспериментировать с вариантами наплавления металла открывает перспективы для создания деталей различных форм. Лазерная наплавка позволяет быстро восстановить работоспособность дорогих механизмов, сэкономив деньги и время.
- Статья в Википедии
- Справочник по магнитно-импульсной обработке металлов. / Б. Н. Бадьянов. — Ульяновск: изд-во Ульяновский ГТУ, 2000 г.
- Соснин Н. А., Ермаков С. А., Тополянский П. А. Плазменные технологии. Руководство для инженеров.. — Санкт-Петербург: Изд-во Политехнического ун-та, 2013.
Отличительные особенности диффузного напыления
При работе с металлическими поверхностями часто возникает необходимость придать конечному продукту дополнительные характеристики, чтобы расширить область применения детали. Можно защитить металлическую поверхность от воздействия влаги, высокой температуры и агрессивной химической среды. Плазменное напыление имеет ряд особенностей, которые отличают процесс металлизации от других вариантов обработки металлических поверхностей:
- Ускоренный процесс нанесения покрытий благодаря высокотемпературному воздействию на обрабатываемую поверхность – порядка 5000-6000° C. Технологически напыление может длиться доли секунд для получения необходимого результата.
- Плазменная обработка металлов позволяет создать на поверхности комбинированный слой. Диффундировать можно не только металлические частицы, но и элементы газа из плазменной струи. В итоге металл насыщается атомами нужных химических элементов.
- Традиционная металлизация протекает неравномерно и характеризуется длительностью технологического процесса и возможными окислительными реакциями. Струя высокотемпературной плазмы создает равномерную температуру и давление, обеспечивая высокое качество финальных покрытий.
- При помощи плазменной струи перенос частиц металла и атомов газа происходит мгновенно. Процесс относится к области сварки с применением порошков, стержней, прутков и проволоки. Перенесенные частицы образуют слой толщиной от нескольких микрон до миллиметров на поверхности твердого тела.
Область применения порошковой покраски металлических изделий

Металлические изделия стали покрывать порошкообразными красками еще в 60-х годах прошлого века. Предпосылок для такого нововведения было немало, и экономическая выгода, и забота о сохранении экосистемы, и эстетичность самого изделия. Все началось с применения системы анодирования и электростатического покрытия. Эти нововведения оказались довольно практичными: срок использования изделий увеличился благодаря их повышенной устойчивости при контакте с внешней средой.
Порошковая покраска металлических изделий относится к экологически чистым технологиям обработки, так как является практически безотходной, а сами изделия становятся более качественными. Причем, это можно сказать не только о декоративном покрытии, но и о декоративно-полимерном.
Порошок наносится на обрабатываемую поверхность по определенной методике. Первый тонкий слой порошка проходит термообработку (плавится при температуре не менее 160°). После этого изделие покрывают ровным сплошным слоем красителя
Принимая во внимание, что данный метод предусматривает термообработку при высокой температуре, он применим только для изделий из металла или стекла. За последнее десятилетие порошковая покраска металлических изделий расширила сферу своего применения, охватив различные производственные отрасли, использующие лакокрасочные материалы для обработки деталей
Из чего же состоит порошковая краска? Эта дисперсная смесь включает в себя множество компонентов в виде набора мельчайших частиц и воздуха. Кроме этого, в краситель обязательно добавляются дополнительные примеси и цветовой пигмент.

Стоит обратить ваше внимание на то, из чего формируется стоимость порошковой покраски, так как ценовой диапазон достаточно широк. Итак, в окончательной стоимости учитываются особенности поверхности изделия, способ окрашивания и работа специалиста
Порошковая покраска металлических изделий осуществляется сухой смесью, состоящей из множества разнообразных добавок, среди которых смолы, отвердители и пигменты, — все компоненты имеют вид мельчайших крупиц (10 – 100 микрометров). Отличительная черта красителя – отсутствие растворителя, как в самом составе, так и в процессе работы.
Спектр применения и целевое назначение методики ограничены: металлические изделия, требующие антикоррозийной защиты или для повышения электрической изоляции.

Порошковая покраска металлических изделий способна решить три задачи: экономическую, экологическую и практическую (повышается безопасность использования таких деталей). И это помимо того, что применение этого метода делает выше физические и химические свойства покрытия. Данные преимущества были по достоинству оценены в следующих производственных отраслях: в автомобиле- и приборостроении, в сельском хозяйстве, в строительстве и в некоторых других, например:









- порошковая покраска металлических изделий бытовой техники (хозяйственный инвентарь, холодильники, стиральные машинки и другое);
- покрытие алюминия, используемого для производства окон, дверей, медицинской техники и торгового оборудования;
- изделия, используемые в строительстве: профили, фасады, металлопрокат, кровельные материалы и другое;
- автомобили и другие средства передвижения (велосипеды и мотоциклы), включая покрытие их деталей и запасных частей:
- порошковая покраска изделий из других материалов: стекла, керамики, камня, МДФ и гипса;
- производство спортивного инвентаря.
Кроме этого, данную методику довольно часто используют солидные автомобильные концерны.

Что собой представляет практическое использование порошкового покрытия? Рассмотрим это на примере производства оконных профилей из алюминия. На заводе по производству таких изделий обязательно есть специальная линия порошковой покраски. Благодаря такой обработке изделие способно сохранить свои внешние данные и качественные характеристики на протяжении, как минимум, 15-ти лет.
Как почистить отражатели фар, чем помыть и протереть

Промывка отражателей фар специальным раствором
Потускневшие или загрязнённые отражатели фар можно помыть или почистить. Использовать для этого растворители нельзя, лучше всего воспользоваться специальным обезжиривающим составом на основе изопропилового спирта. После того, как отражатель фары высохнет, его можно протереть, убирая разводы, специальной салфеткой, не оставляющей волокон. Такие салфетки продаются в малярных лавках, торгующих материалами для кузовного ремонта. Применять для протирания отражателей фар грубые ткани недопустимо.
Но обычно отмыванием не удаётся восстановить отражающую способность рефлектора, так как в результате перепадов температуры и воздействия влаги его покрытие претерпевает необратимые изменения. К тому же, зачастую «зеркало» начинает покрываться трещинами или отваливаться. Поэтому самыми действенными мерами явятся либо замена отражателей фар, либо попытки восстановления их зеркального покрытия.
Статья в тему: Виды топливных систем современного автомобиля
Современный вариант
На различных предприятиях используются производственные установки, укомплектованные металлическими деталями, которые в условиях значительных нагрузок изнашиваются, страдают от коррозии. Для увеличения сроков износостойкости и прочности механизмов их поверхность полностью или частично покрывают слоем расплавленного металла. Полученный таким способом наплыв прочно соединяется с материалом поверхности, образуя единый конгломерат.
Для восстановления работоспособности старой детали наплавляют аналогичный вид металла, что позволяет вернуть изделию форму и целостность. Если необходимо улучшить качество верхнего слоя, его покрывают другим материалом, наделяющим механизм новыми свойствами.
Принцип технологии
Лазерная наплавка (технология лазерного осаждения металлов) относится к наиболее эффективным методам восстановления покрытий, обладающих повышенной износостойкостью. В процессе участвуют лазерные системы современного типа, оснащенные мощными диодами и специализированными соплами. Что происходит:
- На поверхности выбранного участка применением лазера создается подобие плавильной ванны. Емкость наполняется металлическим порошком, поступающим через отверстие сопла.
- Во время обработки лазером происходит кратковременное расплавление материала основы. Все этапы осуществляются при автоматическом регулировании параметров зоны плавления.
Принцип лазерной наплавки тот же, что и при электродуговой и порошковой плазменной присадке, соединяющейся с металлом. Недостаток традиционных видов наплавки в подплавлении основы при значительном термическом воздействии на нее. Обработка порошкового материала локально направленным лучом мощного лазера исключает разогрев оплавляющейся поверхности при высокой скорости наплава.

Преимущества
- Возможность задействовать разные порошки для создания многослойных структур собственных сплавов;
- простоту замены расходных материалов, которая выполняется без остановки рабочего процесса;
- способность к созданию трехмерных структур на неровных поверхностях с измененной геометрией;
- контроль степени проплавления при высокопрочном сцеплении порошковой смеси с верхним слоем основы;
- минимизацию влияния термической обработки на зону локального воздействия с исключением вероятности деформации;
- высокую скорость создания грубых и очень тонких структур, что недоступно другим видам плавки;
- возможность доступа к любым участкам крупногабаритных изделий при быстром нагреве и охлаждении рабочей зоны.
Лазерная наплавка поверхности металла не лишена некоторых недостатков, главный из которых – необходимость использования сложного и затратного оборудования. К недостаткам плавки также нужно отнести низкую производительность при невысоком КПД.
Оборудование для холодного напыления
Существует два варианта защиты металлов от негативного воздействия внешних и рабочих факторов – легирование и напыление с вакуумным оборудованием. То есть, в сплав добавляют атомы химических элементов, придающих изделиям требуемые характеристики, или наносят на базовую поверхность защитное покрытие.
Чаще всего в отрасли металлизации используют технологию нанесения гальванических покрытий, применяют методы погружения деталей в расплав, задействуют в процессах обработки вакуумную среду, пользуются магнетронным оборудованием.
Иногда используют детонационно-газовое напыление, которое разгоняет частицы до невероятных скоростей. Широко применяют плазмотроны, электродуговую металлизацию, газопламенную обработку, ионное напыление. Задачи промышленности диктуют свои условия, и перед инженерами возникла необходимость создать недорогое, простое в обращении оборудование, для которого можно использовать свойства нагретого сжатого воздуха.










Результат экспериментов превзошел ожидания, позволив решить следующие задачи:
- Нагревание сжатого воздуха в камере приводит к повышению давления, что вызывает увеличение скорости вытекания наплава из сопла в установках.
- При наборе металлическими частицами в газовой среде высокой скорости они ударяются о подложку, размягчаются и прикипают к ней. А керамические частицы уплотняют образовавшийся слой.
- Использование порошковой технологии подходит для металлизации пластичных металлов – медь, алюминий, никель, цинк. После напыления изделия можно поддавать механической обработке.
Благодаря успешной работе инженеров удалось создать переносной аппарат, позволяющий выполнять металлизацию покрытий на всех промышленных предприятиях и в домашних условиях. Требования для успешной работы оборудования – наличие компрессорной установки (или воздушной сети) с давлением сжатого воздуха в пять-шесть атмосфер и электропитание.
В таблице ниже приведены данные для хромирования алюминия в домашних условиях. Перед нанесением гальванического покрытия требуется «положить» на деталь промежуточный металлический слой, а потом выполнять напыление алюминия.
Таблица 1. Хромирование алюминия
Использование передового оборудования для металлизации изделий позволяет решить технические вопросы, связанные с повышением антикоррозийных, прочностных, эксплуатационных характеристик, а также приданием машинам, деталям и механизмам требуемых свойств для работы в сложных эксплуатационных условиях.
https://youtube.com/watch?v=eivXKfNn-Rs
https://youtube.com/watch?v=ns7JRPRsJ3A
Въевшиеся пятна и потёртости
Если загрязнения не удаётся убрать чистящими средствами, то остаётся применить такой метод, как покраска. В этом случае используется специальный состав для обновления автомобильного ковролина или порошковый краситель, требующий разведения водой
Немаловажно, чтобы краска была на один-два тона темнее основного цвета покрытия
Порядок действий при окрашивании ковролина следующий:
- Изделие пропылесосить, очистить его паром и продезинфицировать специальным средством.
- Нанести сам краситель. Если используется кисточка, то для лучшего пропитывания веществом ковролина траектория её движения должна быть крестообразной. В случае применения разбрызгивателя, краситель непосредственно после нанесения следует дополнительно втереть щёткой.
- При необходимости нанести ещё один-два слоя краски.
- После полного высыхания краски для нейтрализации её запаха обработать салон автомобиля раствором уксуса.
Незначительные повреждения ковролина, а также его ожоги, можно нейтрализовать путём «пересадки» материала. С не очень заметного участка этого же покрытия изымается небольшое количество ворса. Затем реставрируемую область следует очистить, смазать бесцветным клеем и пинцетом поместить на неё заготовленный ворс. Всё это на один – два дня накрывается чем-нибудь тяжёлым, например, толстой книгой.
Чтобы восстановленное место не сильно бросалось в глаза, после высыхания клея новые ворсинки можно вспушить расчёской.
Высокоскоростное газопламенное напыление (HVOF «High Velocity Oxygen Fuel Spraying»)
Высокоскоростное газопламенное напыление по праву считается наиболее современной из технологий напыления. В странах Европы и Северной Америки высокоскоростное напыление практически вытеснило гальванику и методы вакуумного напыления во многих отраслях. Твердосплавные покрытия, нанесенные методами высокоскоростного напыления, по всем статьям превосходят гальванические покрытия, процесс создания которых признан чрезвычайно канцерогенным.
В начале 80-х годов прошлого века появились установки высокоскоростного напыления, более простые по конструкции и основанные на классической схеме жидкостного реактивного двигателя, со скоростью газового потока более 2000 м/с.
Плотность покрытий достигает при этом 99 %. В качестве наносимого материала используют порошки карбидов, металлокарбидов, сплавов на основе Ni, Cu и др. Для увеличения скорости частиц увеличивают скорость истечения продуктов сгорания путем повышения давления в камере сгорания до 1,5 МПа, а в конструкцию горелки вводят сопло Лаваля. На рис. 3 представлена схема распылителя системы высокоскоростного напыления.
В результате порошкового напыления образуется надежное, долговечное покрытие, обладающее отличными эксплуатационными свойствами. В том числе устойчивостью к коррозии, истиранию, ударам и другим внешним воздействиям. Оно продлевает срок службы изделий на десятки лет. При этом стоимость такого защитного покрытия гораздо ниже, чем аналогичного гальванического.









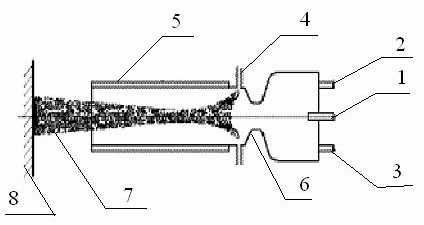
Рис. 3. Схема высокоскоростного напыления порошка: 1 – канал осевой подачи порошка; 2 – подача кислорода; 3 – подача топлива; 4 – канал радиальной подачи порошка; 5 – ствол горелки; 6 – сопло Лаваля; 7 – струя разогретого порошка; 8 – напыляемая поверхность
ПАЙКА И CВАРКА
Пайка латунных деталей осуществляется легкоплавкими припоями, например, ПОССу 25-2, ПОССу 30-0,5 и т.д. Трещины зачищают и запаивают, а пробоины закрывают подходящими заплатами из листовой латуни (например вырезанными из отслужившего радиатора) и опаивают по периметру. Поврежденные трубки запаивают или меняют 8 . Удаление дефектной трубки или ее частей может осуществляться в следующем порядке:
- внутрь трубки вводят нагретый стержень соответствующего диаметра;
- после размягчения припоя трубку извлекают из бачка вместе со стержнем;
- устанавливают и запаивают новую трубку.
Аргонодуговая электросварка деталей производится с применением в качестве присадочного материала специальной алюминиевой сварочной проволоки, например Св-АК12 или Св-АК10. Такая сварка имеет особенности и проводится в среде инертного газа, так как эти материалы:
- имеют плохую свариваемость из-за образования тугоплавкой окиси алюминия на поверхности деталей;
- при нагреве скачком переходят из твердого состояния в жидкое, минуя пластичное;
- имеют большой коэффициент термического расширения, что при нагреве вызывает деформации и сильные внутренние напряжения, поэтому перед сваркой детали прогревают, а после сварки медленно охлаждают;
- при перегреве свыше 400°С прочность алюминия резко уменьшается и может произойти разрушение даже от небольшого удара.
В зону сварки подается аргон, который надежно защищает расплавленный металл от окисления кислородом воздуха, и сварной шов образуется без пор и раковин. Сварка пластмассовых бачков выполняется с использованием в качестве присадки кусочков пластмассы, аналогичной по свойствам материалу ремонтируемой детали. Нагрев и расплавление осуществляют направленной струей горячего воздуха или с помощью паяльника. Края трещин предварительно засверливают для предотвращения их дальнейшего развития. Газодинамическое напыление находит все более широкое применение для тонкостенных деталей из алюминия. В отличие от газопламенного и плазменного напыления, а также сварки этот способ не приводит к перегреву обрабатываемой поверхности. Покрытие толщиной 1,0–1,5 мм получается за счет того, что образующие его специальные порошки разгоняются вместе с горячими газами до сверхзвуковой скорости, направляются на ремонтируемую деталь и наплавляются на ее поверхность.
Методы

Суть технологии заключается в том, что в условиях вакуума на специальном оборудовании переносятся мельчайшие металлочастицы на рабочую поверхность заготовки. В процессе формирования покрытий исходный металл испаряется, конденсируется, абсорбируется и кристаллизуется в газовой среде, создавая стойкое покрытие. В зависимости от типа заготовки, свойств металлической пленки и выбранного режима напыления получаются самые разнообразные эффекты. Напылить можно практически любой металл: алюминий, никель, хром, медь, бронза, золото, титан, пр. С учетом специфических свойств и особенностей, под каждый металл требуются различные режимы и технические приемы. Например, из-за низкой износостойкости особой технологии требует вакуумное напыление алюминия. Вот почему в нашей компании работают исключительно высококвалифицированные и опытные специалисты. Металлизация проводится разными способами.
Рубрики
- Восстановление деталей автомобиля
- Газотермическое напыление
- Гальванические ремонтные покрытия
- Детали из алюминиевых сплавов — особенности сварки
- Диагностика неисправностей автомобиля
- Испытания. Задачи и классификация испытаний
- Комплектование деталей и сборка агрегатов
- Контроль скрытых дефектов
- Металлизация и обработка
- Механизированная наплавка
- Мойка и очистка деталей автотранспортных средств
- Обкатка и испытание двигателей
- Обслуживание автомобилей при низких температурах
- Обслуживание и ремонт пневматических шин
- Обслуживание приборов электрооборудования
- Обслуживание системы зажигания
- Обслуживание системы питания карбюраторных двигателей
- Основные неисправности двигателя
- Основные элементы системы зажигания
- Основы организации ремонтного процесса. Капитальный ремонт автомобилей
- Приемка в ремонт
- Процедура проверки датчиков
- Разборочные роботы
- Разное
- Ремонт авто
- Сам себе мастер
- Сварка и ее применение пpи ремонте
- Сварка стальных деталей
- Тeхническое состояние машин и агрегатов
- Техника безопасности при ремонте авто
- Технические требования к автомобилям и механизмам
- Техническое обслуживание автомобилей
- Техническое обслуживание двигателя
- Техническое обслуживание силовой передачи
- Техническое обслуживание системы охлаждения
- Техническое обслуживание системы смазки
- Техническое обслуживание тормозной системы
- Технологические приемы процесса ремонтного производства
- Технология контроля
- Технология технического обслуживания автомобилей
- Типы автомобилей
- Топливно-смазочные и отделочные материалы
- Точность изготовления и износ деталей машин
- Тюнинг авто
- Чугунные детали — особенности сварки
- Электролитические покрытия и их применение при ремонте машин
Пена с мойки
Конечно можно купить различные средства для очистки салона из магазина авто косметики. Однако стоимость иногда совсем не бюджетная, около 300 – 400 рублей за «бутылку». НО зачем переплачивать?
Вам нужно просто взять банку, я беру с большим горлышком (и закручивающейся крышкой), заехать на мойку и попросить мойщика наполнить банку. Обычно всегда наливают бесплатно. В случае с мойкой самообслуживания, вы сами должны налить пену. Стоить это будет реально мало, обычно около 1 – 2 рублей.
Через какое-то время пена осядет, у вас останется примерно треть банки специального моющего средства.
НА своем примере я решил очистить пластик (восстановить его цвет) под капотом и далее «карты» дверей (по-простому обивку).
Начинаем с декоративной крышки двигателя:
- Для начала мочим ее
- Затем берем пену (а точнее то средство, которое осело) и тряпкой очищаем грязь
- Смываем водой (подробнее в видео внизу)
«Крышка» становится почти черной, очень похожа на новую. Вы сейчас мне можете – «а почему нельзя просто пройтись водой?» Все просто, вода не сможет до конца очистить грязь, соответственно восстановить до первоначальной черноты не получится, после высыхания опять будут серые разводы. Поэтому применение шампуня обязательно.
Кстати я решил отмыть часть пластика подкапотного пространства и сравнить с той частью, которая не мылась вообще.
Как видите, очень эффективно получается, и самое главное очень бюджетно.
Вакуумная металлизация
Как узнать стоимость или сделать заказ
Пример:

Стоимость восстановления отражателя линзы
На обмен 1000/шт. (это такие же модули, как ваши, но с заново нанесенным
отражающим покрытием подготовлены заранее)
На изготовление от 750/шт. в зависимости от производителя и состояния.










Получение и Отправка. Отправка и получение осуществляется через транспортные компании. Оплата перевозки между городами оплачивается заказчиком. Забор и Отправка груза в терминале ТК производится Бесплатно!
Поэтому, мы предлагаем Вам, только качественное восстановление отражателей, методом вакуумного распыления алюминия. Вакуумное напыление происходит в специальных вакуумных камерах – напыляется тонкий слой алюминия. После металлизации деталь покрывается защитным слоем лака. Это позволит прослужить отражателю, несколько лет и сэкономит ваши средства. Все работы, по замене отражателя, разборке, чистке, полировке и сборке фар, вы можете произвести в нашей фирме
На все работы, предоставляется гарантия.Внимание! Если Вы сомневаетесь в правильности выбора, то свяжитесь с нами по телефону +7-953-325-58-88 наши специалисты проконсультируют вас. Также мы можем установить эти отражатели на ваш автомобиль

Наши представители в Регионах.
Важно!!!
После того как Вы отдаете на восстановление деталь, наши партнеры отправляют ее нам и после получения, мы в течении 14 дней выполняем восстановление. Потом отправляем обратно. Некоторые сложные детали, могут изготавливаться более 14 дней.
Калининград:
Ул. Старопрегольская набережная, 10А корп1
Телефон: +7 (4012) 390-380
Сайт: https://s39.ru
График работы: Пн-пт 9-19; Сб 10-17; Вс 11-15
ул. Декабристов, д.8Б
Телефон,
График работы: с 10:00 до 23:59 Без выходных
Сущность и назначение плазменного напыления металлов
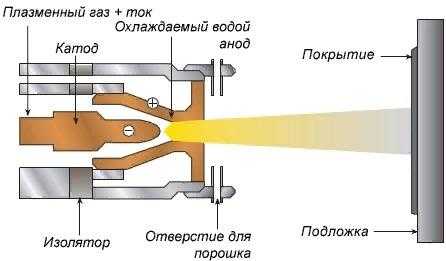
Суть процесса плазменного напыления заключается в том, что в струю из плазмы, которая имеет сверхвысокие температуры и направлена на обрабатываемый объект, подают дозированное количество частиц металла. Последние расплавляются и, увлекаемые струей, оседают на поверхности детали. К плазменному напылению прибегают в следующих случаях:
- Создание защитного слоя на изделии. Это может быть механическое усиление, когда на менее прочное основание наносят более прочный металл. С помощью диффузионной металлизации также можно увеличить сопротивляемость детали коррозионному воздействию, если наносить пленку из оксидов или металлов, мало подверженных окислению.
- Восстановление изношенных деталей. В этом случае за счет нового слоя покрытия можно убрать дефекты разрушения поверхности, чтобы придать изделию первоначальное состояние. В качестве материала напыления здесь используют металл, идентичный материалу основания.
Плазменное напыление отличается от других видов напыления рядом особенностей:
- Благодаря тому что плазма воздействует на исходное основание при помощи сверхвысоких температур (5000–6000 градусов по Цельсию), процесс протекает в ускоренном режиме. Иногда достаточно долей секунд, чтобы получить заданную толщину напыления.
- Диффузионная металлизация позволяет наносить как монослой на поверхность, так и делать комбинированное напыление. При помощи плазменной струи можно дополнять диффундируемый металл элементами газа, необходимыми для насыщения слоя элементарными частицами нужных химических элементов.
- При плазменном напылении практически отсутствует эффект дополнительного окисления основного металла. Это связано с тем, что реакция протекает в среде инертных газов без привлечения кислорода.
- Финальное покрытие обладает высоким качеством за счет идеальной однородности и равномерности проникновения атомов напыляемого металла в слой основания.
Рубрики
- Восстановление деталей автомобиля
- Газотермическое напыление
- Гальванические ремонтные покрытия
- Детали из алюминиевых сплавов — особенности сварки
- Диагностика неисправностей автомобиля
- Испытания. Задачи и классификация испытаний
- Комплектование деталей и сборка агрегатов
- Контроль скрытых дефектов
- Металлизация и обработка
- Механизированная наплавка
- Мойка и очистка деталей автотранспортных средств
- Обкатка и испытание двигателей
- Обслуживание автомобилей при низких температурах
- Обслуживание и ремонт пневматических шин
- Обслуживание приборов электрооборудования
- Обслуживание системы зажигания
- Обслуживание системы питания карбюраторных двигателей
- Основные неисправности двигателя
- Основные элементы системы зажигания
- Основы организации ремонтного процесса. Капитальный ремонт автомобилей
- Приемка в ремонт
- Процедура проверки датчиков
- Разборочные роботы
- Разное
- Ремонт авто
- Сам себе мастер
- Сварка и ее применение пpи ремонте
- Сварка стальных деталей
- Тeхническое состояние машин и агрегатов
- Техника безопасности при ремонте авто
- Технические требования к автомобилям и механизмам
- Техническое обслуживание автомобилей
- Техническое обслуживание двигателя
- Техническое обслуживание силовой передачи
- Техническое обслуживание системы охлаждения
- Техническое обслуживание системы смазки
- Техническое обслуживание тормозной системы
- Технологические приемы процесса ремонтного производства
- Технология контроля
- Технология технического обслуживания автомобилей
- Типы автомобилей
- Топливно-смазочные и отделочные материалы
- Точность изготовления и износ деталей машин
- Тюнинг авто
- Чугунные детали — особенности сварки
- Электролитические покрытия и их применение при ремонте машин
Как убрать царапины на пластике в салоне автомобиля
Чтобы убрать царапины с пластика в машине, используют несколько способов:
- Небольшие дефекты устраняются с помощью термического воздействия. Для этого используется фен или зажигалка.
- Маленькие повреждения удаляются специальными восстанавливающими салфетками и полотенцами.
- Глубокие дефекты закрашиваются автомобильными восковыми карандашами.
- С глянцевых поверхностей царапины удаляют полиролями и абразивными гелями.
- Трещины, сколы и глубокие повреждения лакокрасочного покрытия торпеды, устраняются с помощью капитального ремонта детали.

Восстанавливающие карандаши и салфетки
Один из наиболее простых методов восстановления вида поврежденной детали, это использование специальных салфеток, полотенец из микрофибры и карандаша для удаления царапин с пластика. Однако использование данных средств, устраняющих дефекты, имеет ряд нюансов:
- Салфетки и полотенца дают возможность избавиться от мелких царапин пластмассовой поверхности автосалона.
- Глубокие сколы и царапины можно затереть специальным карандашом. Эти приспособления продаются в автомагазинах. Преимуществом такого средства считают его эффективность. Вещество заполняет собой дефекты, придает поверхности первозданный вид. Однако, учитывают, что справиться с проблемой может только оригинальный карандаш. Его стоимость высока, а китайские дешевые аналоги, если поцарапается торпеда автомобиля, мало чем смогут помочь.
- При закрашивании подбирают наиболее близкий цвет карандаша к оттенку приборной панели. В противном случае, после восстановления, на поверхности остаются черные следы, портящие вид детали.













